西门子V90 EPOS伺服控制配置与调试指南

1. 西门子V90 EPOS控制概述
在工业自动化领域,精确定位控制是许多机械设备的核心需求。西门子V90 PN伺服驱动器与S7-1500 PLC的组合,通过PROFINET通信实现的基本位置控制(EPOS)功能,为工程师提供了一套高性价比的运动控制解决方案。这套系统特别适用于包装机械、物料输送、装配设备等需要精确位置控制的场景。
我在多个自动化项目中实际应用过V90 EPOS功能,发现它相比传统的脉冲控制方式具有明显优势:首先,PROFINET总线通信避免了脉冲控制中的信号干扰问题;其次,驱动器内置的定位功能减轻了PLC的运算负担;最重要的是,EPOS模式支持丰富的运动控制功能,包括绝对/相对定位、连续运动、回零操作等,能满足大多数工业场景的需求。
2. V90 EPOS配置前的准备工作
2.1 硬件连接检查
在开始参数配置前,必须确保硬件连接正确。使用标准的PROFINET网线连接PLC和V90驱动器,注意网线质量对通信稳定性影响很大,建议使用西门子原装或工业级网线。同时检查电机动力线、编码器线的连接是否牢固,我曾遇到过因编码器线接触不良导致的定位偏差问题。
2.2 软件环境准备
需要安装以下软件工具:
- TIA Portal(版本建议V15或以上)
- V-ASSISTANT调试软件(最新版本可从西门子官网下载)
- 驱动器GSD文件(确保与TIA Portal版本兼容)
提示:安装V-ASSISTANT时,建议关闭杀毒软件,避免安装过程中组件被误拦截。
3. V90 EPOS基础参数配置详解
3.1 控制模式设置
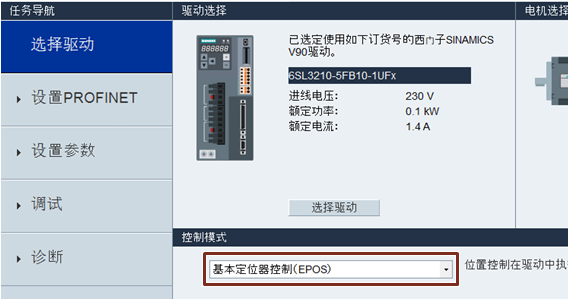
打开V-ASSISTANT软件,通过USB或PROFINET连接到V90驱动器后,首先需要设置控制模式:
- 在"驱动参数"→"控制模式"中选择"基本位置控制(EPOS)"
- 设置电机类型与实际使用的电机型号一致
- 根据负载特性选择合适的控制模式(位置/速度/扭矩)
注意:模式更改后必须重启驱动器才能生效。我在项目现场曾因忘记重启导致参数不生效,浪费了大量排查时间。
3.2 PROFINET通信配置
3.2.1 报文类型选择
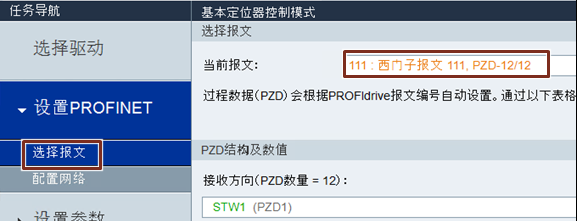
在"通信设置"中选择西门子标准报文111,这是专为EPOS功能优化的通信协议:
- 报文111支持所有基本定位功能
- 提供控制字/状态字、位置设定值/实际值等关键数据交换
- 通信周期可设置为1ms/2ms/4ms(根据实际需求选择)
3.2.2 网络参数设置
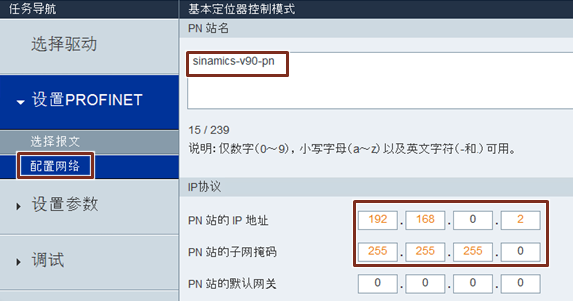
- 进入"设置PROFINET→配置网络"
- 设置驱动器IP地址(需与PLC同网段)
- 输入设备名称(必须与TIA Portal中配置完全一致)
- 设置通信看门狗时间(建议200-500ms)
经验分享:设备名称区分大小写!我曾因大小写不一致导致通信失败,建议直接在TIA Portal中复制设备名称粘贴到V-ASSISTANT中。
4. 机械系统参数配置
4.1 齿轮比与长度单位设置
机械参数的正确设置直接影响定位精度,需要根据实际机械结构计算:
- 电机端齿轮齿数:Z1
- 负载端齿轮齿数:Z2
- 齿轮比 = Z2/Z1
- 丝杠导程(或皮带轮周长):L(mm)
- 定义长度单位LU(如1LU=0.001mm)
计算公式:
code复制每转脉冲数 = 编码器分辨率 × 齿轮比
每转LU数 = L / (1LU对应的mm值)
举例说明:
- 编码器分辨率:20bit(1048576脉冲/转)
- 齿轮比:1:2
- 丝杠导程:10mm
- 定义1LU=0.001mm
则:
code复制每转脉冲数 = 1048576 × 0.5 = 524288
每转LU数 = 10 / 0.001 = 10000LU

4.2 负载惯量比设置
通过以下步骤优化伺服响应:
- 在"驱动参数"→"机械系统"中设置负载惯量比
- 使用自动调谐功能识别机械特性
- 根据调谐结果调整速度环/位置环增益
实操技巧:惯量比大于5时建议增加减速机构,否则会影响动态响应和定位精度。
5. 基本定位功能参数设置
5.1 运动参数配置
在"定位参数"中设置关键运动参数:
| 参数名称 | 说明 | 设置建议 |
|---|---|---|
| 最大速度 | 电机最大转速 | 额定转速的80%-90% |
| 加速度 | 单位rpm/s | 根据负载惯量调整 |
| 减速度 | 单位rpm/s | 通常与加速度相同 |
| 急停减速度 | 紧急停止时的减速度 | 设为正常减速度的1.5倍 |

5.2 JOG点动参数
- 设置点动高速/低速速度
- 配置点动加速度
- 启用/禁用点动功能
注意事项:点动速度不宜过高,建议先设置低速测试机械运行是否平稳。
6. 回零参数配置
6.1 回零模式选择
V90 EPOS支持多种回零方式:
- 主动回零(使用原点开关)
- 被动回零(外部信号触发)
- 直接设定零点(无需回零操作)
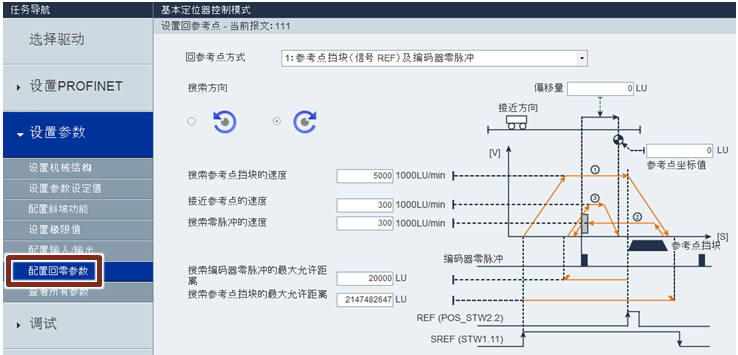
6.2 主动回零参数设置
- 回零方向(正/负)
- 回零速度(高速/低速)
- 原点开关有效电平
- 零点偏移量(补偿机械安装偏差)
避坑指南:回零低速建议设为最高速度的5%-10%,过高速度可能导致过冲。
7. 定位监控与保护参数
7.1 位置监控窗口
设置位置偏差允许范围:
- 静态窗口(定位完成后的允许偏差)
- 动态窗口(运动过程中的允许偏差)
7.2 保护功能配置
- 软件限位(正/负极限)
- 超速保护阈值
- 过载保护参数
- 温度监控设置

8. 参数保存与调试技巧
8.1 参数保存方式
- 直接保存到驱动器ROM
- 导出参数文件备份(强烈建议项目开始时进行)
- 导入参数快速恢复配置
8.2 调试实用技巧
- 先进行点动测试,确认电机转向正确
- 测试回零功能,验证原点开关接线
- 小范围测试定位指令,观察实际位置跟随
- 使用V-ASSISTANT的示波器功能监控关键参数
经验之谈:调试时建议先降低速度、加速度参数,待基本功能验证后再逐步提高。
9. 常见问题排查
9.1 通信故障处理
| 现象 | 可能原因 | 解决方案 |
|---|---|---|
| 通信中断 | IP地址冲突 | 检查网络配置 |
| 控制无响应 | 设备名称不匹配 | 核对TIA Portal配置 |
| 数据异常 | 报文类型错误 | 确认使用报文111 |
9.2 定位异常处理
- 位置偏差大:检查齿轮比、LU设置是否正确
- 定位超时:增加监控窗口或检查机械阻力
- 回零失败:验证原点开关信号和回零参数
9.3 驱动器报警处理
- F7450:PROFINET通信故障
- F31110:位置偏差过大
- F7800:电机过载
每次遇到报警时,不要急于复位,先记录报警代码和当时的状态参数,这对后续分析非常有帮助。我在一个项目中通过分析历史报警记录,最终发现是机械传动部件磨损导致的定位偏差。