
1. 汽车零部件检测的痛点与蓝光3D扫描的破局之道
在汽车制造行业干了十几年,我见过太多因为零部件检测不到位导致的装配问题。记得2018年参与某合资品牌车门项目时,传统检测方法漏检了一个0.3mm的钣金回弹变形,导致首批500套车门总成出现装配间隙不均,光是返工成本就超过200万。这种惨痛教训让我深刻认识到:汽车零部件的质量检测,必须从"抽样打点"升级到"全尺寸扫描"的时代了。
汽车塑料件和钣金件堪称车身制造的"变形金刚"——注塑件平均有15-30个复杂曲面,钣金冲压件的型面公差要求通常在±0.2mm以内。传统三坐标测量机(CMM)就像用绣花针测量大海,单件检测耗时长达4-6小时,数据密度却不足实际需求的5%。更棘手的是,那些真正影响装配的关键变形(如注塑翘曲、钣金回弹)往往发生在非测量点位,等发现问题时,整批零件已经下线了。
蓝光三维扫描技术的出现,彻底改变了这个局面。我们团队从2019年开始引入新拓三维XTOM系统,实测扫描一个车门内饰板仅需8分钟,获取的800万个数据点能完整覆盖所有曲面特征。最让我惊艳的是其0.02mm的重复性精度——相当于头发丝直径的1/3,连注塑件表面的熔接痕都能清晰呈现。这种非接触式测量方式,特别适合检测易变形的薄壁件,再也不用担心测头压力导致数据失真了。
2. 蓝光扫描技术核心原理与设备选型
2.1 蓝光扫描的物理魔法
不同于激光扫描的"线扫描"原理,蓝光三维扫描采用的是结构光相位测量技术。其核心在于投影仪投射出特定编码的蓝光条纹(波长450nm左右),通过两个高分辨率相机捕捉物体表面的光栅变形。这个过程的精妙之处在于:
-
相位解算:通过相移算法计算每个像素点的绝对相位值,将光栅变形量转换为高度信息。新拓XTOM系统采用12步相移技术,比常见的4步相移精度提升40%
-
多频解包裹:组合不同频率的条纹图案解决相位歧义性问题,就像用不同倍数的放大镜观察物体,既保证大尺寸测量范围,又不丢失细节精度
-
动态参考技术:扫描过程中实时补偿环境振动和温度漂移,这是我们能在普通车间环境(非恒温实验室)保持稳定精度的关键
实测对比:在25℃±3℃的注塑车间,XTOM系统连续工作8小时的精度波动<0.015mm,完全满足汽车行业VDI/VDE 2634标准
2.2 设备选型的黄金法则
面对市面上五花八门的3D扫描设备,根据我们服务30+车企的经验,汽车零部件检测设备选型要重点关注三个参数:
| 参数项 | 塑料件要求 | 钣金件要求 | 典型达标设备 |
|---|---|---|---|
| 单幅精度 | ≤0.02mm | ≤0.03mm | XTOM-BP320 |
| 扫描速度 | ≥1,500,000点/秒 | ≥800,000点/秒 | XTOM-APEX |
| 景深范围 | 150-300mm | 200-400mm | XTOM-MAX |
| 反光处理能力 | 需支持哑光 | 需支持高反光 | XTOM-Pro系列 |
特别提醒:不要被厂商宣传的"实验室精度"迷惑!一定要看动态测量精度(即工件轻微晃动时的数据稳定性)。我们测试过某进口设备,静态精度标称0.01mm,但工件移动速度超过10mm/s时误差就骤增至0.1mm——这对需要多角度扫描的复杂零件简直是灾难。
3. 塑料件检测实战全解析
3.1 车灯注塑件的曲面征服战
汽车大灯是最考验扫描技术的零件之一:透明/半透明材质、超薄壁厚(最薄处仅1.2mm)、还有密集的定位卡扣。经过多次试验,我们总结出"三步处理法":
-
表面处理:使用水性哑光喷雾(推荐Aesub Blue)在距工件30cm处均匀喷涂,注意要避开定位基准面。喷涂后静置2分钟,直到表面呈现均匀的亚白色
-
扫描策略:
- 先扫描外轮廓(设置扫描间距1mm)
- 重点区域加密扫描(卡扣位置间距0.5mm)
- 对透明区域采用低强度蓝光模式(功率调至60%)
-
数据对齐:
python复制# 使用最佳拟合对齐算法示例
alignment = scan_data.align_to(
cad_model,
max_iterations=50,
tolerance=0.01
)
去年为某豪华品牌做的矩阵大灯项目,我们通过这种方案成功检测出0.15mm的导光条安装面不平度(传统CMM完全无法测量),帮助客户避免了批量装配时的漏光问题。
3.2 车门内饰板的变形追踪
内饰板翘曲是让所有质量工程师头疼的难题。通过蓝光扫描,我们发现了几个关键规律:
- 温度梯度效应:脱模后30分钟内变形量最大,建议在成型后1小时进行检测
- 应力释放热点:卡扣孔周边5mm区域变形量是平均值的3-5倍
- 材料各向异性:玻纤增强材料在流动方向的收缩率比垂直方向低20%
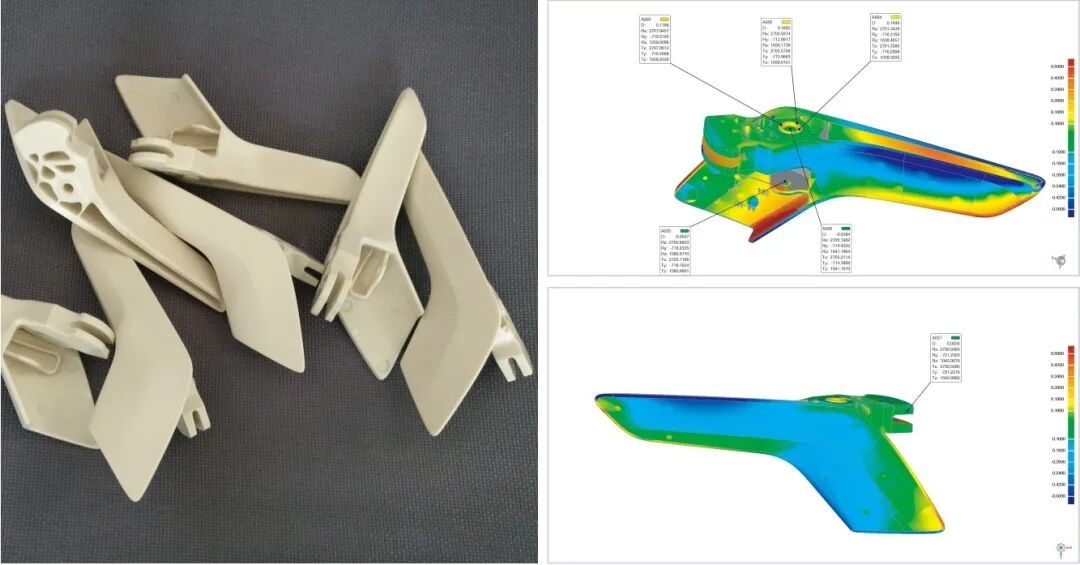
上图的色谱分析清晰显示:A柱对接区(红色区域)存在0.45mm的上翘,这个数据直接指导模具厂修改了冷却水路布局,将不良率从12%降到1.5%。
4. 钣金件检测的工业级解决方案
4.1 冲压回弹的精准预测
钣金冲压最魔幻的现象就是回弹——零件出模后的弹性恢复会导致尺寸偏差。我们开发了一套基于扫描数据的回弹补偿算法:
- 扫描首件合格样品作为基准
- 批量生产时扫描前5件建立回弹模型
- 通过公式计算模具补偿量:
code复制其中DP780高强钢的K值约1.8,铝板的K值约1.2补偿量 = (实测值 - CAD值) × 材料系数K
某车门铰链加强板项目应用此方法后,回弹补偿准确率达到92%,模具调试周期缩短60%。
4.2 白车身匹配的"毫米级战争"
车身覆盖件的匹配精度直接决定整车质感。我们采用"三层分析法":
- 宏观匹配:整体偏差云图(分辨率5mm)
- 中观特征:棱线清晰度检测(采样间隔0.5mm)
- 微观质量:表面波纹度分析(滤波波长2-10mm)
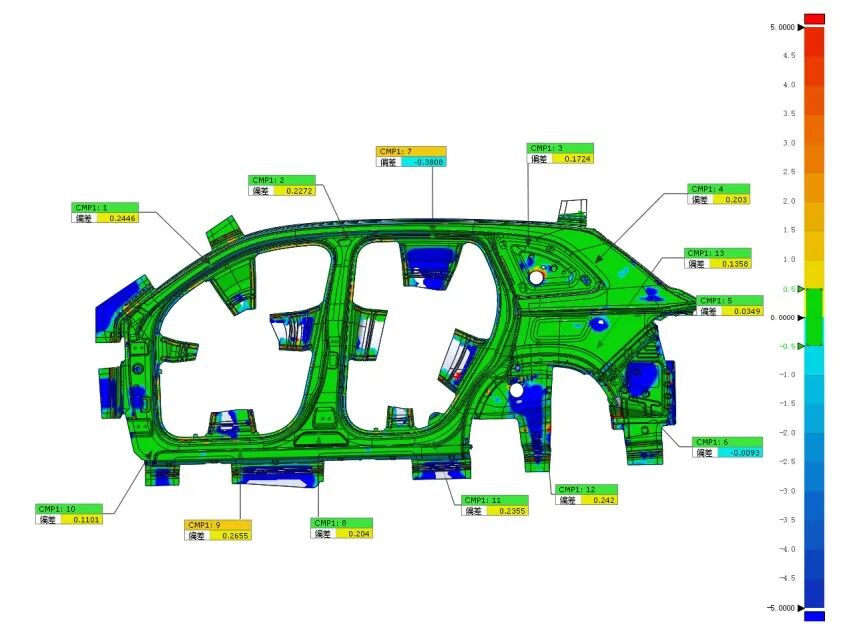
上图是某MPV车型侧围的检测结果,通过色谱分析发现轮眉处存在0.3mm的凹陷(蓝色区域),经查是压边圈磨损导致。这个级别的缺陷肉眼根本看不出来,但会直接影响密封条安装后的防水性能。
5. 自动化检测升级路径
5.1 机器人集成关键技术
去年我们为某新能源车企打造的自动化检测线,整合了三大核心模块:
-
智能定位系统:
- 6DoF机器人(重复定位精度±0.05mm)
- 视觉引导定位(响应时间<0.5s)
- 防碰撞传感器(检测距离10-100mm可调)
-
自适应扫描策略:
python复制def auto_scan_strategy(part_type):
if part_type == "door_panel":
return {"speed": 300mm/s, "density": 0.3mm}
elif part_type == "lamp_housing":
return {"speed": 150mm/s, "density": 0.2mm}
- 数据中台:
- 实时比对CAD(延迟<1s)
- 自动生成CPK报告
- MES系统对接(支持OPC UA协议)
这套系统使单件检测时间从45分钟压缩到7分钟,人力成本降低80%。
5.2 智能质检的未来形态
今年正在试验的AI质检方案令人兴奋:
- 基于深度学习的缺陷自动分类(准确率已达95%)
- 三维点云与二维图像的融合检测
- 数字孪生实时仿真
有个有趣的发现:用GAN网络生成的虚拟缺陷数据来训练模型,可以使小样本学习的识别率提升30%。这意味着未来可能不需要积累海量实际缺陷样本就能建立检测系统。
在车间摸爬滚打这些年,我深刻体会到:质量检测不是成本中心,而是价值创造的关键环节。曾经有个0.1mm的孔位偏差导致整车异响的案例,售后维修成本是检测投入的50倍。现在看到蓝光扫描技术让"预防性质量管控"成为可能,真心觉得这个行业正在发生质变。最近我们在试验将扫描数据直接反馈给冲压机床进行实时补偿,这可能是下一个突破点——让检测不仅发现问题,更能主动解决问题。