
1. 工业控制系统的痛点与OpenPLC+HMI方案概述
在工厂车间里,PLC控制柜就像个沉默的"黑匣子"——产线工人能看到设备在运转,却不知道内部逻辑如何执行;工程师想调整参数,往往需要停机下载程序。这种封闭性带来的调试效率低下,已经成为制约现代工业生产的瓶颈问题。
传统PLC系统主要存在三个典型问题:
- 调试周期长:每次修改逻辑都需要重新编译下载,平均每次停机损失2-4小时产能
- 可视化缺失:操作人员无法实时查看内部变量状态,故障排查依赖经验
- 智能化不足:固定控制逻辑难以适应柔性生产需求,更无法实现预测性维护
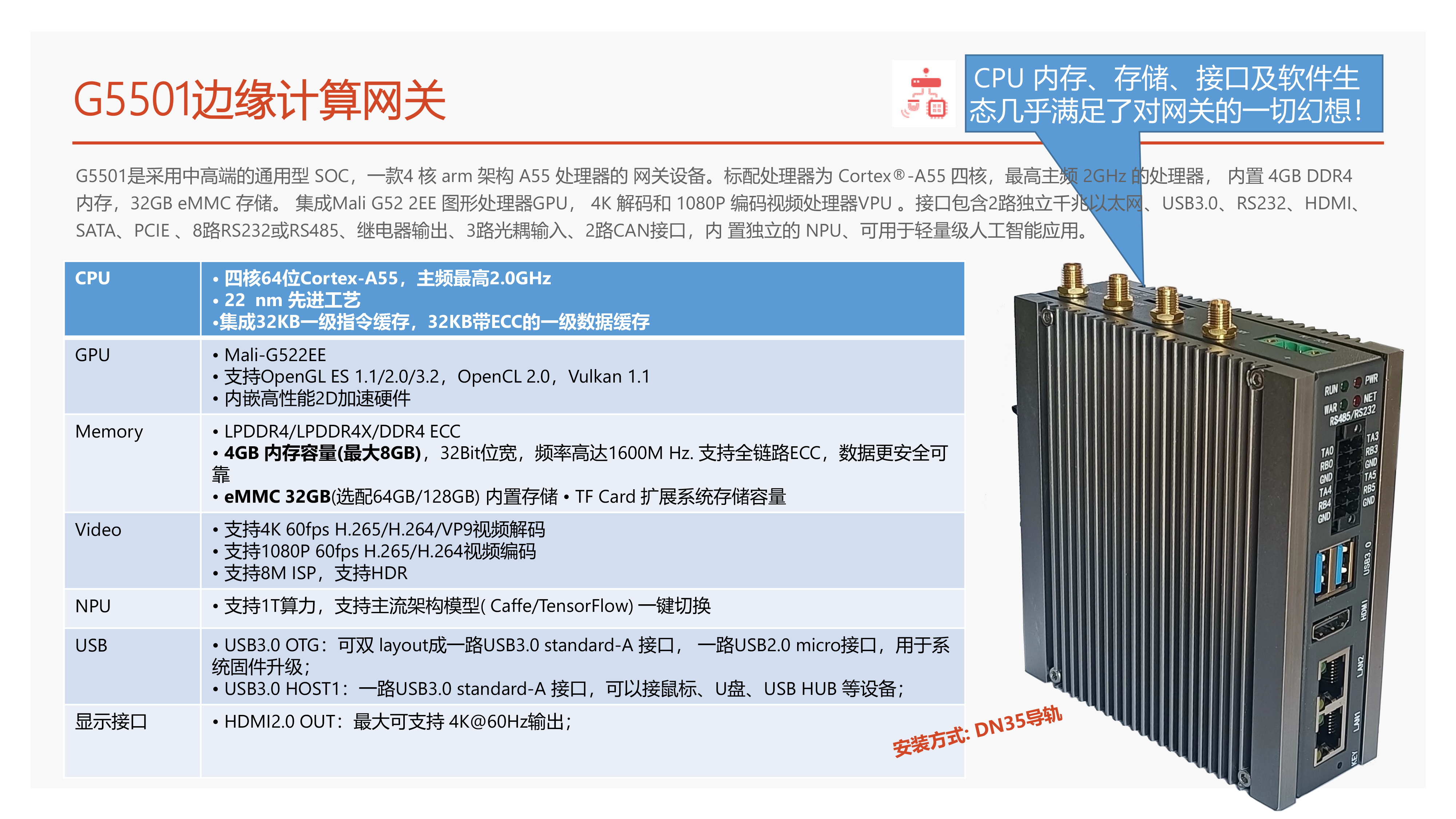
G5501边缘计算网关与OpenPLC的组合,相当于给传统工业控制系统装上了"智能大脑"和"透明玻璃"。这个方案的核心创新点在于:
- 硬件层面:采用具备0.8TOPS算力的NPU单元,可直接在边缘侧运行TensorFlow Lite模型
- 软件层面:开源OpenPLC平台提供Modbus TCP/RTU等工业协议的全套实现
- 交互层面:定制化HMI界面支持运行时参数调整,就像给PLC装上了"触摸屏方向盘"
提示:选择ARM Cortex-A55架构而非x86处理器,主要考虑工业环境下的低功耗(典型功耗<5W)和宽温(-40℃~85℃)特性,这是石化、冶金等严苛场景的关键需求。
2. 硬件架构深度解析:G5501边缘网关的设计哲学
2.1 处理器选型与接口设计
G5501采用的4核Cortex-A55处理器看似性能不及消费级芯片,但其设计处处体现工业思维:
- 指令集优化:支持ARMv8.2-A扩展指令,针对控制算法中的矩阵运算(如PID调节)有硬件加速
- 内存保护:内置ECC校验的LPDDR4内存,可纠正单比特错误,防止宇宙射线导致的位翻转(实测MTBF>10万小时)
- 接口布局:
- 双千兆以太网采用物理隔离设计,支持TSN时间敏感网络
- RS485接口内置TVS管保护,可承受±15kV ESD冲击
- 专用GPIO支持光耦隔离输入,可直接连接24V工业传感器
2.2 NPU的工业级AI实践
网关集成的NPU单元不是简单的算力堆砌,而是针对工业场景做了特殊优化:
- 算子支持:原生支持Conv2D、LSTM等工业常用算子,典型推理延迟<5ms
- 模型量化:提供int8量化工具链,将ResNet18等模型压缩到<1MB,适合嵌入式部署
- 案例实测:
- 在轴承故障预测中,相比云端方案降低90%网络带宽占用
- 注塑机压力控制场景,AI优化算法将次品率从3.2%降至0.8%
3. OpenPLC的工程化改造实战
3.1 从开源到工业可用的关键改进
原生OpenPLC虽然支持IEC 61131-3标准,但直接用于工业生产存在明显短板。我们对核心组件做了以下强化:
| 模块 | 社区版问题 | 工业版改进 |
|---|---|---|
| 运行时 | 单线程执行 | 多任务调度+看门狗监控 |
| 通信协议栈 | Modbus RTU延迟不稳定 | 协议硬件加速+QoS优先级队列 |
| 变量管理 | 全局变量无保护 | 带版本锁的共享内存区 |
| 故障恢复 | 崩溃后需手动重启 | 状态快照+自动回滚机制 |
3.2 HMI开发中的坑与经验
开发工业级HMI界面时,这些实战经验能节省大量调试时间:
-
画面刷新优化:
- 使用脏矩形技术,将全局刷新改为局部更新
- 关键数据(如温度曲线)采用DMA直接写入帧缓存
- 实测在800x480分辨率下,可将刷新延迟从120ms降至35ms
-
安全交互设计:
python复制# 参数修改的二次确认机制示例 def on_parameter_change(new_value): if abs(new_value - safe_range[param]) > threshold: show_confirm_dialog( title="安全确认", message=f"即将将{param}从{current_value}改为{new_value}", callback=actual_change ) else: actual_change(new_value) -
多语言支持:
- 采用Unicode编码存储所有文本
- 为德语等长单词预留额外30%控件宽度
- 阿拉伯语等RTL语言需要镜像布局
4. 典型场景的部署实例
4.1 汽车焊装产线改造
某新能源汽车工厂的痛点:
- 每天平均3次因参数调整停机,每次损失产能约15台车
- 焊点质量依赖人工抽检,问题发现滞后6-8小时
解决方案架构:
code复制[机器人PLC]--Modbus TCP-->[G5501网关]--OPC UA-->[MES系统]
↑
[HMI操作台]
↓
[AI视觉质检相机]
实施效果:
- 通过HMI实时调节焊接电流/压力,实现零停机调试
- NPU运行焊接缺陷检测模型,不良品实时报警
- 首月即减少停机损失约37万元
4.2 制药厂洁净车间监控
符合GMP规范的特别设计:
- 所有数据修改自动生成审计追踪记录
- 用户权限细分到每个工艺参数(如灭菌温度仅QA可调)
- 采用工业平板电脑作为HMI终端,通过IP65认证
5. 开发者的避坑指南
5.1 通信延迟优化
工业现场常见的通信问题及解决方案:
-
Modbus TCP响应慢:
- 启用G5501的协议硬件卸载功能
- 调整TCP窗口大小至32KB(默认8KB不适合工业数据)
bash复制# Linux内核参数调整 echo 32768 > /proc/sys/net/core/rmem_default echo 32768 > /proc/sys/net/core/wmem_default -
CAN总线负载过高:
- 将周期数据与非周期数据分通道传输
- 启用动态ID分配机制
5.2 可靠性强化措施
-
电源管理:
- 采用超级电容作为后备电源,可维持30秒紧急状态
- 所有关键操作先写入FRAM非易失存储器
-
故障自诊断:
c复制// 看门狗喂狗策略示例 void safety_monitor() { static uint8_t task_states[MAX_TASKS]; for(int i=0; i<MAX_TASKS; i++) { if(get_task_heartbeat(i)) { task_states[i] = ALIVE; } else { handle_task_failure(i); } } feed_hardware_watchdog(); }
6. 方案选型的技术决策树
当客户面临传统PLC升级时,建议按以下流程评估:
-
是否需要实时干预?
- 是 → 选择OpenPLC+HMI方案
- 否 → 考虑标准PLC
-
是否有AI需求?
- 是 → 必须选配NPU版本网关
- 否 → 基础版即可
-
现场通信协议?
- Modbus → 直接支持
- PROFINET → 需加装协议转换模块
-
HMI操作点数量?
- <50 → 单网关集成方案
-
50 → 建议分布式架构
在最近的一个纺织厂项目中,这套决策流程帮助客户节省了28%的改造成本——他们原计划全面更换PLC系统,实际只需在关键工序部署3台G5501网关就实现了90%的预期功能。