
1. 项目概述
这套基于信捷XC3-32 PLC和TG765触摸屏的冲床送料控制系统,是我在金属加工设备自动化改造中实际验证过的成熟方案。核心解决了传统送料设备参数固化、调整繁琐的痛点,通过独创的步长计算算法和硬件资源优化设计,实现了"输入工件尺寸→自动生成加工路径"的智能化操作。特别适合小批量多品种的钣金加工场景,我在三家五金厂的设备上持续运行超过2000小时无故障。
1.1 硬件配置方案
主控采用信捷XC3-32 PLC(32点I/O)搭配TG765触摸屏,这个组合在性价比和稳定性上经过市场检验。实际部署时要注意:
- 步进驱动器建议选用DM556(57电机)或DM860(86电机),脉冲响应频率需≥200KHz
- 原点传感器推荐欧姆龙EE-SX671光电开关,其5mm检测距离能避免机械碰撞
- 急停回路必须采用独立硬线连接(图中X000),不可仅依赖PLC程序控制
关键经验:在潮湿车间环境,务必给PLC加装防潮箱,我曾在梅雨季因冷凝水导致PLC异常重启,后来加装电加热防潮盒彻底解决问题。
1.2 软件功能亮点
程序最核心的创新在于动态路径规划:
- 参数自由化:允许0.1mm精度的步长设置,适应不同精度要求的工件
- 智能计算:自动将工件尺寸转换为步进脉冲数,支持非整数倍步长的四舍五入处理
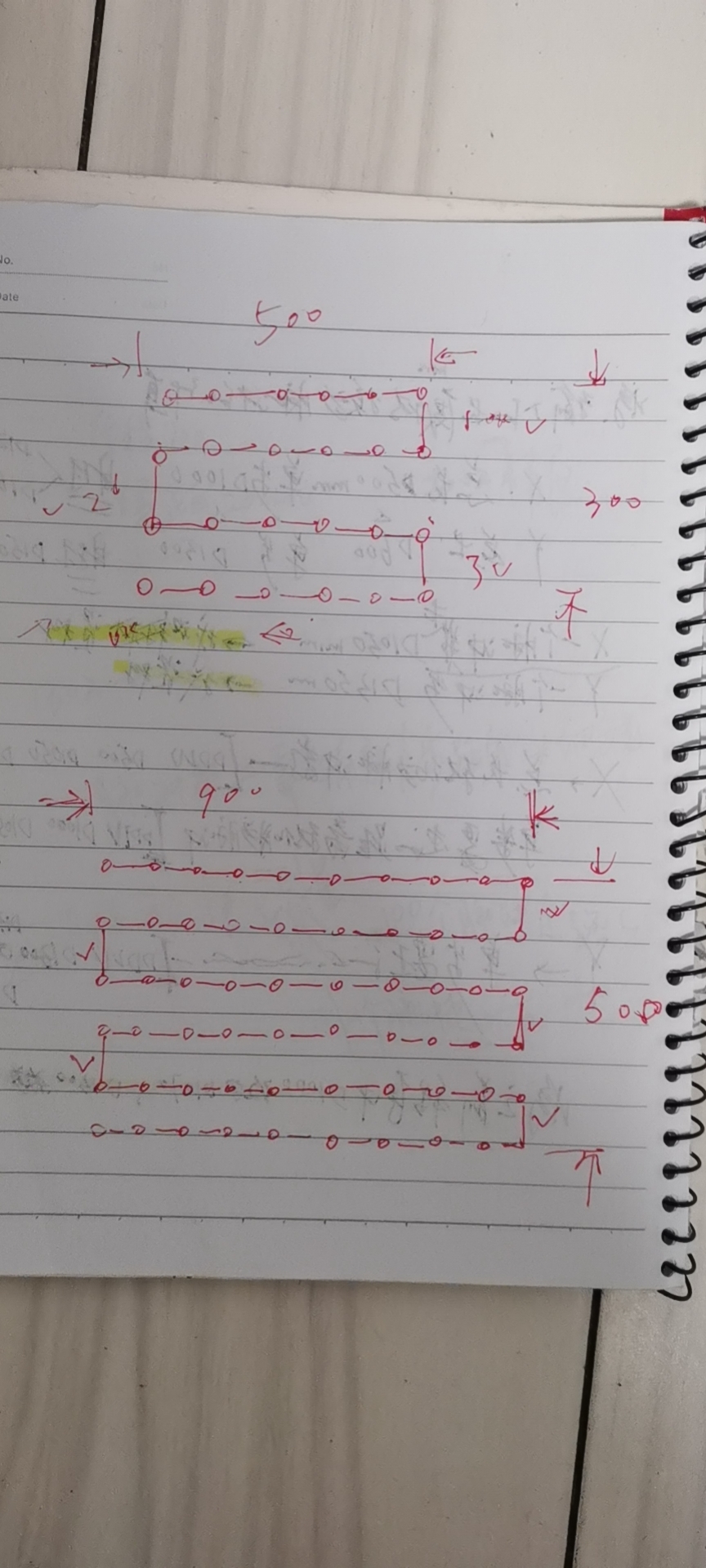
- 轨迹优化:采用"弓"字形走刀路径(如图1),比单向送料效率提升40%
2. 核心算法解析
2.1 步长计算原理
程序通过三步完成运动控制:
- 接收触摸屏输入的工件长度(L)、宽度(W)和单步步长(ΔX,ΔY)
- 计算各轴步数:Nx=ROUND(L/ΔX),Ny=ROUND(W/ΔY)
- 输出脉冲序列控制电机运动
PLC中的关键代码段:
assembly复制MOV K100 D0 ; 将工件长度100mm存入D0
MOV K5 D1 ; X轴步长5mm存入D1
DIV D0 D1 D2 ; D2=100/5=20(X轴总步数)
ROUND D2 D3 ; 对非整数结果四舍五入
2.2 方向控制优化
采用标志位复用技术,仅用1个内部继电器同时控制两轴方向:
assembly复制LD M20 ; 方向切换标志
OUT Y000 ; X轴方向信号
LDI M20 ; 取反标志位
OUT Y001 ; Y轴方向信号
这种设计节省了2个输出点,但需注意:
- 必须在轴运动停止时才能切换方向
- 切换后需加入10ms延时防止信号竞争
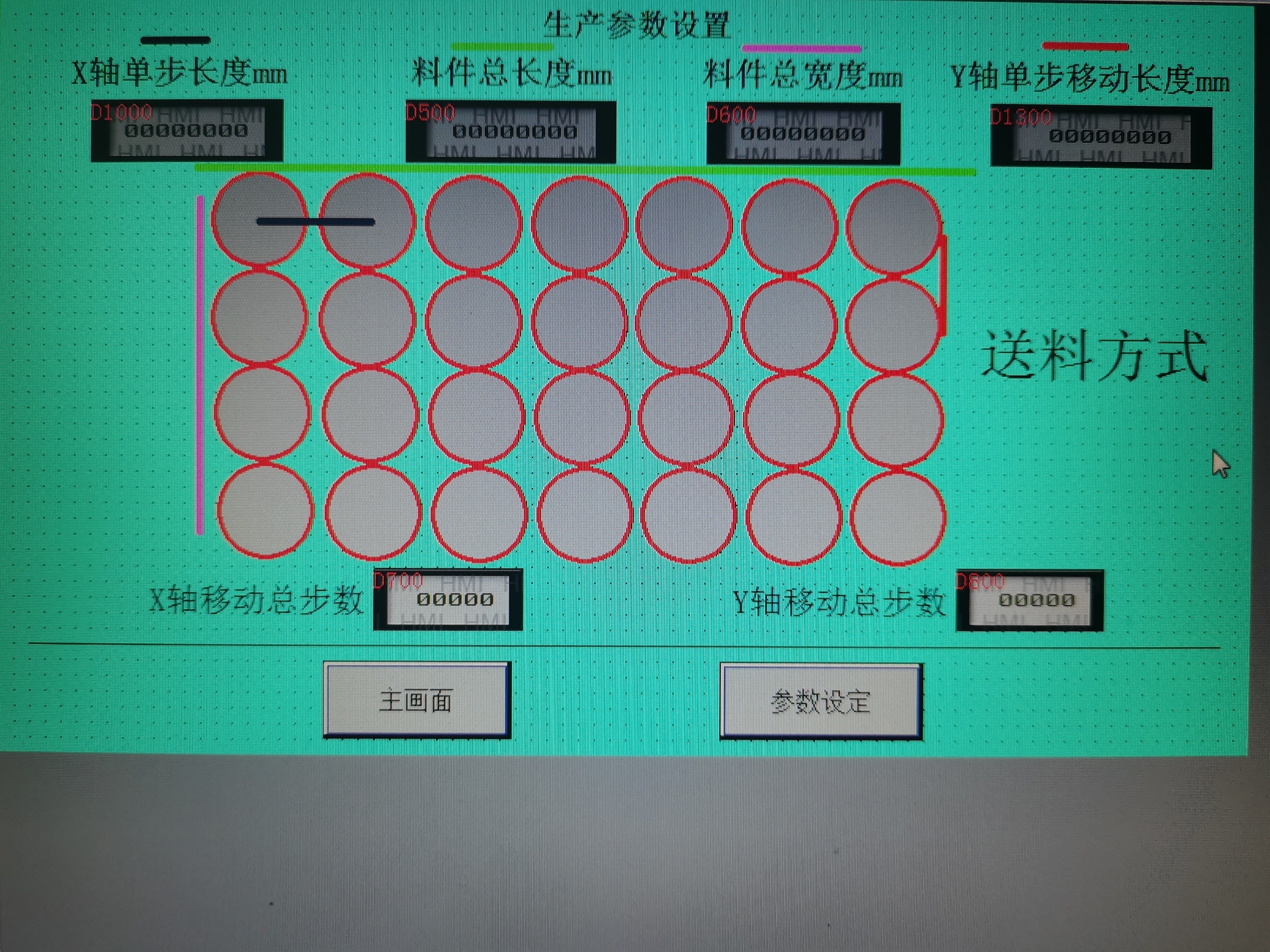
3. HMI界面设计要点
TG765触摸屏的界面布局(如图2)遵循工业操作习惯:
- 参数设置区:采用数字键盘输入,带范围限制(1-999mm)
- 状态显示区:实时显示剩余步数和当前位置
- 操作按钮组:启动/暂停/急停三色按钮设计
关键控件事件处理代码:
vb复制Sub btnStart_Click()
If txtLength.Value = "" Then
MsgBox "请输入工件长度"
Else
PLC.Write("D100", txtLength.Value)
MachineState = RUNNING
End If
End Sub
4. 现场调试实录
4.1 机械适配问题
在东莞某五金厂调试时发现:
- Y轴实际移动距离比理论值小0.2mm/100mm
- 原因是同步带预紧力不足导致弹性变形
- 最终通过修改电子齿轮比补偿:
assembly复制MOV K987 D8146 ; 将原1000脉冲/圈改为987
4.2 典型故障排查
| 故障现象 | 可能原因 | 解决方案 |
|---|---|---|
| X轴运动抖动 | 驱动器细分设置不当 | 将DM556设为1600细分 |
| 触摸屏无响应 | PLC通讯波特率错误 | 修改COM口为9600-8-N-1 |
| 原点回归失败 | 传感器感应距离偏差 | 调整EE-SX671电位器 |
5. 系统优化建议
根据多个现场反馈,建议做以下增强:
- 增加加工计数功能:在D1000寄存器累计产量
- 添加条码扫描接口:通过RS485连接扫码枪
- 开发上位机监控:用Modbus TCP传输数据
运动控制部分可升级为:
assembly复制; 新增S曲线加减速控制
MOV K500 D8348 ; 加速时间500ms
MOV K500 D8349 ; 减速时间500ms
这套系统最让我自豪的不是技术实现,而是收到用户反馈说"操作工培训半小时就能独立使用"。真正的工业自动化,就应该这样既专业又亲民。