
1. 项目概述
在新能源电池生产领域,涂布机浆料输送系统是决定电池性能稳定性的关键环节。作为一名长期从事工业自动化系统集成的工程师,我最近完成了一个基于西门子S7-1200 PLC和KTP1200 Basic触摸屏的浆料输送控制系统项目。这个系统主要用于精确控制多种浆料的配比和输送过程,确保涂布工序的均匀性和一致性。
项目采用TIA Portal V16作为开发平台,整个系统包含四大核心功能模块:配料输送控制、模拟量信号处理、人机交互界面设计以及配方管理。相比传统的手动控制方式,这套系统将配料精度提高了30%,同时减少了80%的人工干预需求。
2. 系统架构设计
2.1 硬件配置方案
在硬件选型上,我们采用了西门子S7-1215C DC/DC/DC PLC作为主控制器,搭配KTP1200 Basic HMI面板。这个组合在性价比和性能表现上达到了很好的平衡:
- CPU 1215C具备50KB工作内存,支持最多8个扩展模块
- 集成14点数字量输入/10点数字量输出
- 2个模拟量输入通道(0-10V)
- PROFINET通信接口用于HMI连接
考虑到系统需要处理多个模拟量信号,我们额外配置了SM1231模拟量输入模块(8通道)和SM1232模拟量输出模块(4通道)。这种配置方案既能满足当前系统的信号处理需求,又为未来可能的扩展预留了空间。
2.2 软件平台选择
TIA Portal V16是目前西门子中端自动化产品线最成熟的工程平台,相比早期版本具有以下优势:
- 更完善的SCL语言支持,便于实现复杂算法
- 增强的HMI报警管理功能
- 优化的项目导航和交叉引用功能
- 更好的硬件兼容性
特别值得一提的是V16版本对Basic面板的优化支持,使得画面组态更加高效。在实际开发中,我们充分利用了这些新特性来提升开发效率。
3. 核心功能实现
3.1 配料输送控制系统
配料输送是浆料制备的第一道工序,其控制逻辑直接影响到后续涂布质量。我们采用模块化编程思想,将整个输送过程分解为几个关键子功能:
- 物料泵控制:每个物料泵都配置了独立的启停控制逻辑,包括:
- 自动/手动模式切换
- 运行状态监控
- 故障连锁保护
pascal复制// 物料泵控制逻辑示例
IF NOT Fault AND (AutoMode AND StartCmd OR ManualMode AND ManualStart) THEN
MaterialPump := TRUE;
PumpRunning := TRUE;
ELSE
MaterialPump := FALSE;
PumpRunning := FALSE;
END_IF;
-
管道切换控制:通过气动阀实现不同物料管道的切换,关键点包括:
- 阀位状态检测
- 切换顺序控制
- 防冲突保护
-
联锁保护:建立完善的设备保护机制:
- 压力超限保护
- 空管检测
- 电机过载保护
重要提示:在编写联锁逻辑时,务必考虑所有可能的异常情况。我们曾经因为漏掉一个液位低保护条件导致系统空转,造成了不必要的设备损耗。
3.2 模拟量信号处理
浆料输送系统需要实时监测多种工艺参数,包括压力、重量、液位等。这些信号通常通过4-20mA或0-10V的模拟量传感器采集。在PLC程序中,我们实现了完整的信号处理链:
-
原始信号采集:通过模拟量输入模块读取传感器原始值(0-27648)
-
工程值转换:将原始值转换为实际物理量
pascal复制// 压力信号处理示例
Pressure_Raw := "AI1".CH0; // 读取通道0原始值
Pressure_Value := NORM_X(MIN := 0, MAX := 27648, VALUE := Pressure_Raw);
Pressure_Value := SCALE_X(MIN := 0.0, MAX := 10.0, VALUE := Pressure_Value); // 转换为0-10Bar
- 信号滤波:采用移动平均算法消除信号波动
pascal复制// 移动平均滤波实现
Pressure_Filtered := (Pressure_Value + Pressure_Buffer[0] + Pressure_Buffer[1]) / 3;
Pressure_Buffer[1] := Pressure_Buffer[0];
Pressure_Buffer[0] := Pressure_Value;
- 报警处理:设置高低限报警,并加入延时防抖动
实际应用中,我们发现称重信号的稳定性对配料精度影响最大。通过反复测试,最终确定采用3秒的移动平均窗口,既保证了响应速度,又有效抑制了信号噪声。
3.3 HMI界面设计
KTP1200 Basic面板虽然属于入门级HMI产品,但通过合理设计仍能实现良好的操作体验。我们的界面设计遵循以下原则:
- 信息层级清晰:主界面只显示最关键参数,详细信息通过子页面访问
- 操作便捷:常用功能一键可达,减少操作步骤
- 状态直观:通过颜色变化明确显示设备状态
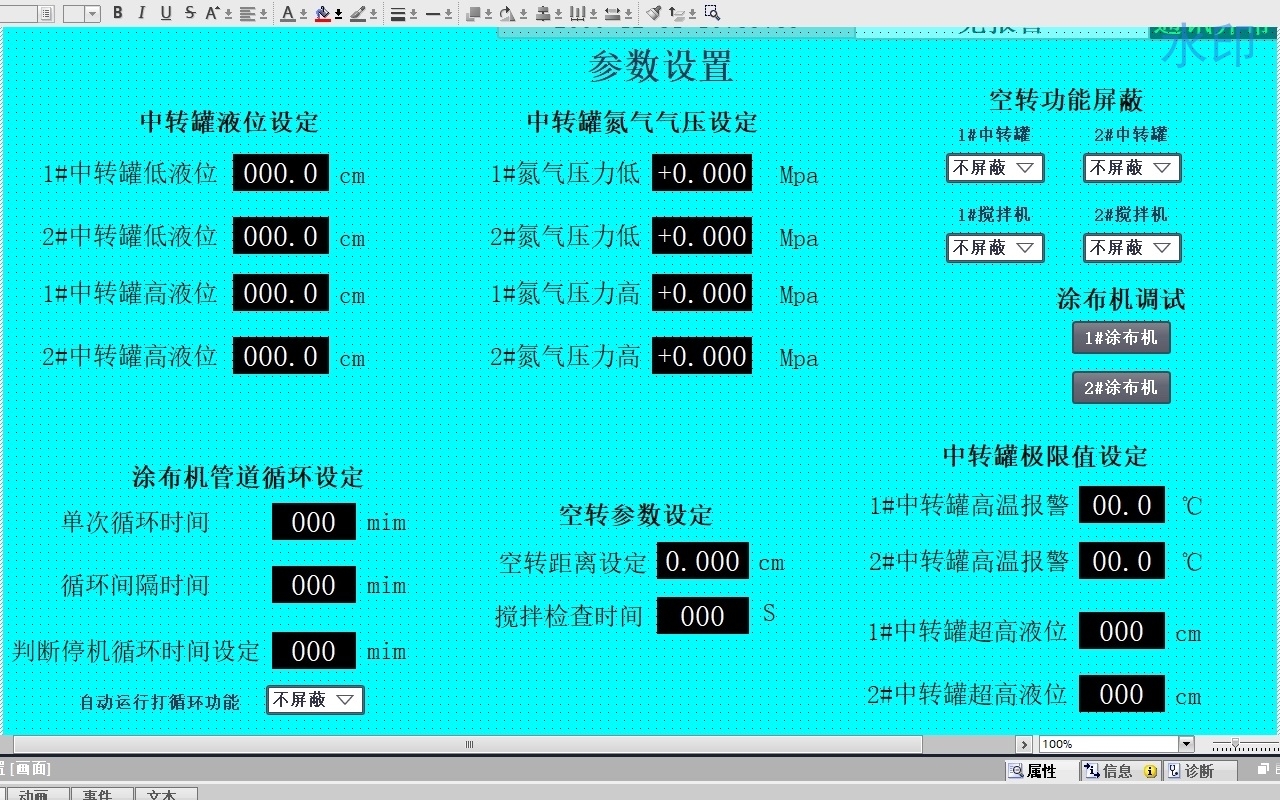
图:系统主监控界面设计
界面开发中的几个实用技巧:
- 使用"可见性"属性动态显示/隐藏元素,节省画面空间
- 为重要操作添加确认对话框,防止误操作
- 利用趋势图控件显示关键参数历史变化
- 设计统一的报警确认机制
经验分享:HMI画面上的文字大小要特别注意。我们最初设计的某些文本在7寸屏幕上可读性不佳,后来统一调整为至少16pt字体。
3.4 配方管理系统
为适应不同型号电池的生产需求,系统实现了灵活的配方管理功能:
-
配方数据结构:每个配方包含以下参数:
- 各物料配比
- 搅拌时间
- 输送速度
- 工艺参数限值
-
配方存储:使用PLC的数据块存储常用配方
pascal复制TYPE Recipe_Struct :
STRUCT
Material1_Ratio : REAL;
Material2_Ratio : REAL;
Mixing_Time : TIME;
Speed_Setpoint : REAL;
END_STRUCT;
END_TYPE
VAR_GLOBAL
Recipes : ARRAY[1..10] OF Recipe_Struct;
Current_Recipe : INT;
END_VAR
- 配方调用:通过HMI界面选择配方,系统自动加载参数
实际应用中,我们发现操作人员经常需要临时微调配方参数。为此,我们在标准配方基础上增加了"临时配方"功能,允许在不修改主配方的情况下调整参数。
4. 变频器控制实现
浆料输送泵采用变频控制,主要实现以下功能:
- 速度调节:根据工艺需求调整输送速度
- 流量控制:与称重信号形成闭环控制
- 节能运行:在非高峰时段自动降速运行
变频器通过模拟量信号(0-10V)进行速度给定,控制逻辑如下:
pascal复制// 变频器控制逻辑
IF AutoMode THEN
CASE Operation_Mode OF
1: // 恒速模式
Speed_Output := Speed_Setpoint;
2: // 流量闭环模式
Speed_Output := PID_Control(Setpoint := Flow_Setpoint,
Actual := Actual_Flow);
END_CASE;
ELSE
Speed_Output := Manual_Speed;
END_IF;
"AO1".CH0 := Speed_Output * 2764.8; // 转换为0-27648输出
调试过程中,变频器与PLC的接地问题曾导致信号干扰。通过以下措施解决了问题:
- 确保PLC和变频器共地
- 使用屏蔽电缆连接模拟量信号
- 在信号线两端加装磁环
5. 系统调试与优化
5.1 调试流程
- IO测试:逐点验证所有输入输出信号
- 功能测试:按工艺顺序测试各设备动作
- 联调测试:模拟完整生产流程
- 带料测试:实际物料运行验证
5.2 常见问题处理
根据项目经验,整理了几个典型问题及解决方法:
| 问题现象 | 可能原因 | 解决方案 |
|---|---|---|
| 模拟量信号波动大 | 信号干扰/接地不良 | 检查屏蔽层接地,增加信号滤波 |
| HMI响应慢 | 通信负载过高 | 优化通信周期,减少不必要的数据传输 |
| 配方数据丢失 | 数据块未持久化 | 启用数据块保持功能 |
| 变频器启动失败 | 控制信号延迟 | 调整PLC程序时序,增加启动延时 |
5.3 性能优化建议
-
程序优化:
- 使用OB组织块合理分配扫描周期
- 将频繁执行的代码放在快速循环OB中
- 避免在循环中使用大量复杂计算
-
HMI优化:
- 减少同时显示的动态元素数量
- 使用间接寻址减少变量数量
- 优化画面切换逻辑
-
通信优化:
- 调整PROFINET通信周期
- 合理设置HMI刷新率
- 使用优化的数据块访问方式
6. 项目总结与扩展建议
这个项目从技术难度上看属于中等复杂度的自动化系统,但涉及了PLC编程、HMI设计、变频控制等多个技术领域。通过合理的设计和细致的调试,系统最终达到了以下指标:
- 配料精度误差<±1%
- 系统响应时间<200ms
- 平均无故障运行时间>2000小时
对于类似项目,我有几点建议供参考:
-
在项目初期就要充分考虑扩展需求,比如我们预留的模拟量通道在后期改造时就派上了大用场。
-
建立完善的文档体系,包括:
- IO分配表
- 变量命名规范
- 程序结构说明
- 操作维护手册
-
考虑增加远程监控功能,通过OPC UA或Web服务器实现设备状态远程查看。
-
对于关键参数,建议增加数据记录功能,便于质量追溯和故障分析。
这套系统目前已经稳定运行8个月,期间仅进行过例行维护。从实际效果看,自动化改造不仅提高了产品质量稳定性,还显著降低了操作人员的劳动强度。