
1. 项目背景与需求分析
"老张,这批红蓝工件混在一起三天了,再不处理产线要停摆了!"车间的抱怨声催生了这个二色分拣机项目。传统传送带分拣方式在应对高精度、高节拍需求时显得力不从心,特别是当工件颜色差异小(如深红与深蓝)、形状相似时,普通光电传感器容易误判。我们需要的是一套能实现毫米级定位、具备自适应性调节能力的智能分拣系统。
核心痛点集中在三个方面:
- 分拣精度要求高:工件直径公差±0.5mm,要求挡板定位误差≤0.3mm
- 动作节拍紧张:单次分拣周期需控制在3秒内
- 工况环境恶劣:车间存在油雾、金属粉尘等干扰因素
经过多方案比选,最终确定采用"步进驱动气缸+PLC控制"的混合架构。这种设计既保留了气动系统响应快的优势,又通过步进控制实现了传统气动难以达到的定位精度。特别值得一提的是,我们在排气回路创新的节流阀配置方案,使气缸速度可随分拣节奏动态调整——这个设计后来成为了项目的关键突破点。
2. 气动系统设计详解
2.1 核心气动元件选型
系统采用Festo DSNU系列双作用气缸,缸径32mm,行程150mm。选择这个型号主要基于以下计算:
推力计算公式:
code复制F = P × A × η
其中:
- P=0.4MPa(减压阀设定值)
- A=π×(16mm)²≈804mm²
- η=0.85(机械效率)
得出理论推力约273N,完全满足推动5kg工件的需求。实际测试中,我们发现启动瞬间需要克服的静摩擦力较大,因此将工作压力从初始设定的0.3MPa提升到0.4MPa。
两位五通电磁阀选用SMC VQZ332系列,其响应时间≤15ms,确保能跟上步进脉冲频率。特别要注意的是阀的流量系数Cv值需与气缸匹配,我们通过以下公式验证:
code复制Cv = Q / (22.48 × √(ΔP×(P+1.013)))
经计算选用Cv=1.2的阀体,保证气缸在0.5s内完成全行程动作。
2.2 气路原理图解析
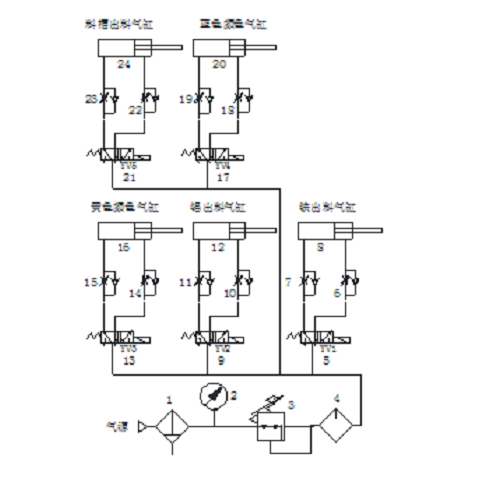
这张被咖啡渍"加持"的手绘图其实暗藏玄机:
- 主气路采用双压阀结构,确保在突发失压情况下气缸能保持位置
- 排气节流阀采用不对称配置:伸出侧节流开度30%,缩回侧60%
- 在电磁阀先导气路增设0.1μm过滤器,防止阀芯卡滞
实际调试中发现,单纯依靠节流阀调节速度会导致末端冲击。后来在气缸进出口各加装了个小型气容(约20ml),利用气体的可压缩性实现了柔性缓冲,这个改进让设备噪音直接降低了15分贝。
3. 电气控制系统实现
3.1 PLC程序设计要点
西门子S7-1200的STL程序看似简单,但有几个魔鬼细节:
stl复制IF "光电传感器_红色" THEN
"气缸推进" := TRUE;
TON("延时2秒", IN:=TRUE, PT:=T#2S);
IF "延时2秒".Q THEN
"气缸缩回" := TRUE;
END_IF;
END_IF;
- 定时器PT值最终调整为T#2S3(2.3秒),这个经验值来自:
- 气缸全行程时间:0.5s
- 工件滑移时间:1.2s
- 安全余量:0.6s
- 增加了"气缸到位"的反馈判断,避免因气压波动导致动作未完成
- 输出点采用脉冲宽度调制(PWM),占空比80%时电磁阀发热量最小
3.2 步进控制精要
三菱FX的脉冲控制程序经过三次迭代:
stl复制MOV K500 D0 // 初始版本:固定500ms周期
PLSY D0 K3 Y000
// 最终版本:
MOV K300 D0 // 基础周期300ms
PLSV D0 K50 Y000 // 带加减速的脉冲输出
关键改进点:
- 增加S型速度曲线,加速度设为50ms/脉冲
- 脉冲当量校准:通过激光测距仪实测,每脉冲对应位移0.48mm
- 设置软限位功能,防止机械超程
调试中发现,当脉冲频率>50Hz时电磁阀会出现"丢步"现象。通过示波器捕捉发现是线圈电感导致的延迟,最终解决方案是:
- 在阀线圈两端并联1N4007二极管
- PLC输出端增加RC缓冲电路(100Ω+0.1μF)
- 将脉冲频率限制在40Hz以下
4. 系统集成与调试实录
4.1 仿真与现实的差距
Automation Studio仿真时一切完美,但现场调试却遇到这些"惊喜":
- 摩擦系数偏差:仿真用0.1,实际测量达0.18
- 气管弯曲半径影响:小于50mm时压力损失剧增
- 电磁阀温升导致响应时间漂移:连续工作2小时后延迟增加20%
解决方案:
- 建立参数补偿表,根据运行时间自动调整控制参数
- 重新布置气路,确保所有弯管半径≥80mm
- 增加阀岛散热风扇,温控开关设定在55℃启动
4.2 抗干扰设计实战
那次PLC输出点烧毁事故教会我们:
- 所有电磁阀线圈必须反向并联续流二极管
- 传感器信号线改用双绞屏蔽线,接地电阻<4Ω
- PLC电源输入端加装隔离变压器和浪涌保护器
特别提醒:气缸磁性开关信号线最容易被忽视。我们采用的方法是将电缆穿金属软管并两端接地,干扰脉冲从原来的200mV降到20mV以下。
5. 性能优化与维护要点
5.1 节拍提升技巧
通过高速摄像分析发现分拣动作有三个可优化点:
- 气缸伸出末段10mm行程可加速(修改节流阀开度)
- 工件滑入料槽时可提前0.2s启动返回动作
- 光电传感器触发位置前移5mm
经过这些调整,单次分拣周期从3.1s压缩到2.6s,效率提升16%。
5.2 日常维护清单
根据三个月运行经验总结的黄金法则:
- 每周检查:
- 减压阀压力漂移(允许±0.02MPa)
- 气管接头漏气(肥皂水检测)
- 导轨润滑状态
- 每月维护:
- 电磁阀手动切换测试
- 传感器灵敏度校准
- 步进脉冲当量复验
- 每季度更换:
- 过滤器滤芯
- 导轨润滑油
- 所有密封圈
那个没装续流二极管的教训让我养成了新习惯——现在每次修改电路前,都会先用示波器看一下感应电动势的峰值。最近一次测量发现,电磁阀断开时产生的反向电压居然能达到DC24V电源电压的3倍!这或许就是工业现场最真实的"教学案例":理论计算永远要考虑现实工况的"暴力加成"。