
1. 共聚焦显微镜与传统显微镜的核心差异解析
在半导体制造和精密加工领域,显微镜的选择直接决定了检测精度和效率。传统光学显微镜采用宽场照明技术,使用可见光作为光源,整个样品区域同时被照亮。这种设计虽然简单直观,但存在一个致命缺陷:来自非焦平面的散射光会与焦平面信号叠加,导致图像模糊,我们称之为"焦外模糊效应"。
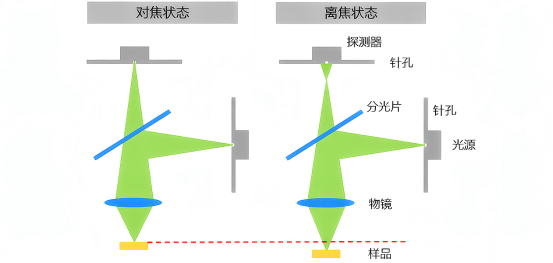
共聚焦显微镜的革命性突破在于其点扫描成像机制。以激光作为点光源,配合共轭针孔的光路设计,实现了光学切片能力。具体来说,系统只在焦平面上形成一个极小的照明点(直径通常在200nm左右),探测器前的针孔严格阻挡非焦平面信号。这种"双焦点"设计使得系统Z轴分辨率可达500nm,比传统显微镜提升5-8倍。
关键提示:选择显微镜时,不能仅看厂家标称的横向分辨率。对于工业检测场景,Z轴分辨率和光学切片能力往往更为重要,这决定了能否准确测量表面台阶高度和粗糙度。
从硬件架构来看,两者的核心差异体现在:
- 照明系统:传统显微镜使用卤素灯或LED宽场照明,共聚焦采用激光点扫描
- 光路设计:共聚焦必须包含扫描振镜和共轭针孔组件
- 探测器:传统显微镜用CCD/CMOS面阵传感器,共聚焦使用高灵敏度PMT或APD点探测器
2. 共聚焦显微镜的工作原理深度剖析
2.1 点扫描与针孔滤波的协同机制
共聚焦成像的核心在于"空间滤波"概念。激光束通过物镜聚焦到样品上,反射光沿原路返回,经过二向色镜分光后,只有严格来自焦平面的光才能通过针孔到达探测器。这个过程的数学表达可以用点扩散函数(PSF)描述:
PSF_confocal = PSF_illumination × PSF_detection
这种乘法效应使得系统的有效PSF比宽场显微镜显著缩小,这也是共聚焦获得超高分辨率的物理基础。在实际操作中,针孔直径的选择至关重要:
- 针孔过大(>1 Airy unit):失去共聚焦效果,接近宽场成像
- 针孔过小(<0.5 Airy unit):信号强度急剧下降,信噪比恶化
- 理想范围:0.7-1 Airy unit(对应实际尺寸约50-100μm)
2.2 三维成像的实现路径
共聚焦的Z轴扫描通过精密压电平台实现,步进精度可达10nm。扫描时系统记录每个XY位置在不同Z高度的信号强度,形成体数据集。通过峰值检测算法可以提取表面形貌,其垂直分辨率取决于:
- 物镜的数值孔径(NA值)
- 激光波长(通常使用405nm或488nm)
- 针孔尺寸设置
- 样品反射率特性
在半导体检测中,典型的测量流程包括:
- 低倍镜快速定位感兴趣区域
- 切换高倍物镜(100×,NA 0.9)
- 设置Z扫描范围(通常20-100μm)
- 选择适当的扫描步长(一般为理论Z分辨率的1/3)
- 启动自动测量并保存三维点云数据
3. 工业级共聚焦显微镜的关键性能指标
3.1 分辨率与测量精度
横向分辨率由Abbe公式决定:
Resolution_lateral = 0.61λ/NA
对于典型配置(λ=488nm,NA=0.9),理论极限约为200nm。实际测量中需要考虑:
- 样品倾斜角度(应控制在±5°以内)
- 表面反射率差异(金属表面测量需降低激光功率)
- 环境振动(建议使用主动隔震平台)
Z轴分辨率更复杂,经验公式为:
Resolution_axial = 1.4λn/(NA²)
其中n为介质折射率(空气n≈1)。对于粗糙度测量,实际可达到的重复性通常在0.1nm级别。
3.2 扫描速度优化方案
传统共聚焦的逐点扫描方式速度较慢,现代系统通过以下技术提升效率:
- 转盘共聚焦:使用Nipkow转盘实现并行扫描,速度提升10-100倍
- 共振振镜:扫描频率可达8-12kHz,适合动态观测
- 智能扫描策略:对平坦区域采用稀疏采样,特征区域高密度扫描
在手机玻璃检测产线上,采用转盘技术的共聚焦系统单次测量时间可控制在3秒内,完全满足在线检测节拍要求。
4. 半导体制造中的典型应用案例
4.1 晶圆缺陷检测
某12英寸晶圆厂采用共聚焦显微镜进行以下检测项目:
- 图形套刻误差(OVL)测量:精度±2nm
- CMP后表面凹陷(dishing)检测:识别5nm以上的异常
- 光刻胶形貌分析:测量侧壁角度(SWA)±0.5°
系统配置要点:
- 使用405nm紫外激光提高分辨率
- 配备自动晶圆装载接口
- 集成机器学习分类算法(可识别18类缺陷)
实施效果:
- 检测周期从传统SEM的20分钟缩短至3分钟
- 误判率从5%降至0.3%
- 年节省检测成本约120万美元
4.2 3D封装TSV测量
硅通孔(TSV)的关键参数包括:
- 孔径一致性(±1μm)
- 深宽比(10:1至20:1)
- 侧壁粗糙度(Ra<50nm)
共聚焦测量方案的特殊处理:
- 使用长工作距离物镜(WD≥8mm)
- 配备专用光学轮廓校正算法
- 采用倾斜扫描模式测量高深宽比结构
某存储芯片厂商的实测数据显示,与传统SEM相比:
- 测量效率提升7倍
- 破片率从3%降至0.1%
- 数据一致性提高40%
5. 操作技巧与故障排查指南
5.1 图像质量优化技巧
- 激光功率调整:先设置到50%,根据信号强度微调
- 针孔校准:使用标准反射镜样品,调整至最大信号
- 增益设置:确保信号强度在探测器线性范围内(通常70-80%满量程)
- 扫描速度匹配:高分辨率模式用低速(1-2ms/pixel),预览用高速(0.1ms/pixel)
5.2 常见问题解决方案
问题1:图像出现条纹伪影
可能原因:
- 振镜扫描不同步
- 激光模式跳动
解决方案: - 执行硬件校准程序
- 检查激光器预热时间(至少30分钟)
问题2:Z轴测量重复性差
排查步骤:
- 检查气浮隔震平台是否正常工作
- 清洁物镜和样品表面
- 验证压电平台线性度(使用台阶标准片)
- 检查温度稳定性(波动应<1°C/h)
问题3:边缘测量失真
处理方法:
- 切换更高NA值的物镜
- 启用边缘校正算法
- 调整样品倾斜补偿
6. 光子湾3D共聚焦显微镜的技术创新
该系统的核心突破在于多模态传感器融合:
- 共聚焦通道:提供纳米级垂直分辨率
- 白光干涉通道:实现大范围连续扫描
- 彩色成像通道:辅助缺陷识别
智能分析套件包含:
- 粗糙度分析模块(支持ISO 25178标准)
- 几何公差计算(GD&T全参数)
- 频域分析功能(FFT功率谱分析)
- 自动缺陷分类(ADC)引擎
在新能源电池极片检测中,系统可同时测量:
- 涂层厚度(1μm精度)
- 孔隙率分布
- 表面异物尺寸/数量
- 集流体凹陷深度
实测数据表明,相比传统接触式轮廓仪:
- 测量效率提升15倍
- 可检测缺陷尺寸下限从5μm降至1μm
- 数据可追溯性完全满足IATF 16949要求