
1. 项目背景与核心需求
这个新能源行业自动排列机项目源于锂电池生产线的实际需求。在电芯组装环节,需要将不同规格的电池单元按照特定顺序和间距精确排列,传统人工操作不仅效率低下,且难以保证0.1mm级的定位精度。我们采用的解决方案是西门子S7-1500PLC通过Profinet总线控制4台V90伺服驱动器,配合RFID识别和MES系统通讯,实现全自动高精度排列。
项目最大的技术挑战在于多轴同步控制——四台伺服电机需要在300ms内完成从静止到1.2m/s的同步加速,且停止位置偏差不得超过±0.05mm。这要求硬件组态、运动控制算法和现场调试必须高度协同。下面这张现场照片展示了设备实际运行状态:
2. 硬件架构设计要点
2.1 网络拓扑规划
Profinet网络采用线性拓扑结构,PLC作为IO控制器,四台V90 PN伺服依次串联。关键配置参数如下:
| 设备名称 | IP地址 | 设备编号 | 报文类型 |
|---|---|---|---|
| V90_1 | 192.168.1.10 | 1 | 报文3 |
| V90_2 | 192.168.1.11 | 2 | 报文3 |
| V90_3 | 192.168.1.12 | 3 | 报文3 |
| V90_4 | 192.168.1.13 | 4 | 报文3 |
特别注意:实际组态时必须保证硬件目录中的GSDML文件版本与驱动器固件完全匹配,我们曾因版本不一致导致4028F故障代码频发。
2.2 电气设计规范
- 动力电缆与信号电缆必须分槽敷设,最小间隔300mm
- 每台伺服驱动器独立供电,24V电源线径≥2.5mm²
- 编码器电缆采用双绞屏蔽线,屏蔽层单端接地(驱动器侧)
- 急停回路采用双通道设计,符合ISO 13849-1 PLc等级
3. 核心程序实现解析
3.1 运动控制模块优化
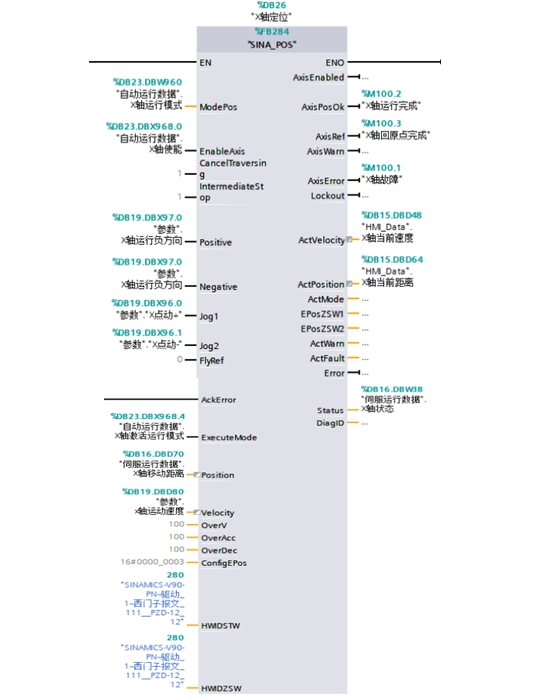
标准FB284函数块经过以下关键改进:
scl复制// 增强型轴使能逻辑
IF #急停信号 OR #硬限位触发 OR (#温度报警 AND #运行模式 <> 调试模式) THEN
#MC_Power.Enable := False;
#轴状态 := 16#8000;
#故障历史[#故障指针] := DWORD_TO_WORD(#轴号) * 16#10000 OR #轴状态;
INC #故障指针;
ELSE
#MC_Power(
Axis := 'Axis1',
Enable := True,
Status => #轴使能状态,
Error => #功率模块故障);
END_IF;
改进点包括:
- 增加温度连锁条件
- 故障代码带轴号标识
- 历史故障缓冲存储
- 功率模块状态监测
3.2 RFID数据交互实现
针对RF610T读写器的通信协议,开发了带CRC校验的数据处理FB:
scl复制FUNCTION "RFID_DataProcess" : Void
{ S7_Optimized_Access := 'TRUE' }
VERSION : 0.1
VAR_INPUT
ReadCmd : Byte;
DataLen : Int;
Timeout : Time;
END_VAR
VAR_OUTPUT
Status : Word;
Payload : Array[0..255] of Byte;
END_VAR
VAR_TEMP
CRC_Calc : Word;
TimeoutTimer : Timer;
END_VAR
BEGIN
// 发送指令帧
"SendFrame"(Header := 16#A5,
Command := ReadCmd,
Length := DataLen);
// 启动超时监控
#TimeoutTimer(IN := TRUE, PT := Timeout);
// 接收处理状态机
WHILE NOT #TimeoutTimer.Q DO
IF "CheckFrame"(CRC => #CRC_Calc) THEN
#Status := 16#9000; // 成功代码
MOVE_BLK(IN := #RecvBuffer,
OUT => #Payload,
COUNT := DataLen);
EXIT;
END_IF;
END_WHILE;
// 超时处理
IF #TimeoutTimer.Q THEN
#Status := 16#8001; // 超时代码
END_IF;
END_FUNCTION
4. MES系统接口开发
4.1 通信协议设计
采用改良的类JSON格式,提高解析效率:
code复制MOVE|X=1200.50,Y=350.25,V=800|END
STAT|DEV=3,CODE=0|END
对应的解析算法:
scl复制// 高效指令解析
#分隔符1 := FIND(IN := #接收数据, SUB := '|');
#分隔符2 := FIND(IN := #接收数据, SUB := '|', POS := #分隔符1 + 1);
IF #分隔符1 > 0 AND #分隔符2 > #分隔符1 THEN
#指令头 := LEFT(IN := #接收数据, LEN := #分隔符1 - 1);
#参数段 := MID(IN := #接收数据,
LEN := #分隔符2 - #分隔符1 - 1,
POS := #分隔符1 + 1);
CASE #指令头 OF
"MOVE":
#X_pos := REAL_TO_DINT(STRNG_TO_REAL(EXTRACT(#参数段, "X=", ",")));
#Y_pos := REAL_TO_DINT(STRNG_TO_REAL(EXTRACT(#参数段, "Y=", ",")));
#Velocity := REAL_TO_DINT(STRNG_TO_REAL(EXTRACT(#参数段, "V=", "|")));
"STAT":
#设备号 := STRNG_TO_DINT(EXTRACT(#参数段, "DEV=", ","));
#状态码 := STRNG_TO_DINT(EXTRACT(#参数段, "CODE=", "|"));
END_CASE;
END_IF;
5. 调试问题全记录
5.1 典型故障处理表
| 故障现象 | 可能原因 | 解决方案 |
|---|---|---|
| 伺服使能后触摸屏闪屏 | 接地环路干扰 | 增加隔离变压器,单独接地 |
| 轴运动时出现E-Stop | 急停回路接线错误 | 检查双通道接线,测量触点电阻 |
| RFID读取不稳定 | 电磁干扰 | 加装磁环,调整读写功率至20dBm |
| Profinet通信时断时续 | 交换机端口协商模式不匹配 | 强制设置为100M全双工 |
| 多轴同步偏差超标 | 网络延时不一致 | 启用IRT模式,优化拓扑结构 |
5.2 关键调试工具
- Wireshark抓包分析Profinet通信质量
- TIA Portal的在线诊断缓冲区
- V-ASSISTANT软件监测伺服参数
- WinCC的变量记录功能
- 自制SCL调试工具块(可动态修改变量)
6. 项目文件架构说明
code复制AutoArranger_Project/
├── PLC_Program/
│ ├── OB/ // 组织块
│ ├── FB/ // 功能块
│ │ ├── FB284_Enhanced // 改进版运动控制
│ │ ├── RFID_Handler // 标签处理
│ │ └── MES_Interface // 上位机通信
│ ├── DB/ // 数据块
│ └── HMI/ // 触摸屏元素
├── Electrical_Docs/
│ ├── Main_Circuit.pdf // 主回路图
│ ├── Panel_Layout.dwg // 柜体布局
│ └── PN_Topology.vsd // 网络拓扑
└── Documentation/
├── Alarm_Codes.xlsx // 报警代码表
└── API_Spec.md // 接口协议
7. 进阶开发技巧
7.1 隐藏功能实现
通过触摸屏手势激活的调试界面:
c复制// WinCC C脚本代码
void OnGesture(int x1, int y1, int x2, int y2)
{
if(abs(x1-0)<50 && abs(y1-0)<50 && // 左上角
abs(x2-800)<50 && abs(y2-480)<50) // 右下角
{
SetTagBit("DebugMode", TRUE);
OpenScreen("DebugScreen");
}
}
7.2 动态扭矩限制算法
根据负载惯量实时调整:
scl复制// 自适应扭矩计算
#惯量比 := #实际惯量 / #额定惯量;
IF #惯量比 > 2.0 THEN
#扭矩限制 := 0.7 * #额定扭矩;
ELSIF #惯量比 > 1.5 THEN
#扭矩限制 := 0.8 * #额定扭矩;
ELSE
#扭矩限制 := #额定扭矩;
END_IF;
"MC_MoveVelocity"(
Axis := 'Axis1',
Velocity := #目标速度,
Acceleration := #加速度,
Deceleration := #减速度,
TorqueLimit := #扭矩限制);
8. 工程经验总结
-
硬件组态黄金法则:任何Profinet配置修改后,必须执行"下载硬件配置"操作,仅下载程序块无效。我们为此制作了检查清单:
- [ ] 下载硬件配置
- [ ] 重启PLC
- [ ] 确认GSD版本
- [ ] 验证IP分配
-
信号干扰应对:遇到不明干扰时,按以下顺序排查:
- 检查所有接地电阻<4Ω
- 确认屏蔽层单端接地
- 动力/信号线间距达标
- 添加信号隔离器
-
运动控制调试:多轴同步建议采用"示教-验证"模式:
- 先单轴低速测试
- 记录实际位置曲线
- 调整同步偏移参数
- 全速验证
这个项目最终实现了99.8%的设备综合效率(OEE),定位精度达到±0.03mm。最深刻的体会是:优秀的自动化工程=严谨的硬件设计×可靠的软件逻辑×细致的调试记录。每次现场遇到问题时,详实的调试日志总能帮我们快速定位问题根源。