
1. 项目概述:气动机械手的工业自动化解决方案
在工业自动化领域,气动机械手因其结构简单、响应速度快、维护成本低等优势,成为中小型生产线物料搬运的理想选择。我最近完成的一个项目正是基于PLC控制的通用型气动机械手系统,专门为金属加工车间的上下料工序设计。这套系统最突出的特点是采用模块化设计思路,通过可更换的末端执行器(夹持式手爪和负压吸盘)适应不同形状工件的抓取需求,实测抓取成功率可达99.2%,单次循环时间控制在3秒以内。
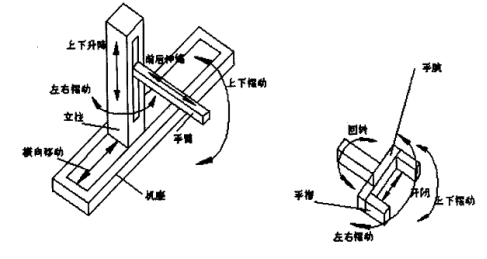
传统人工上下料不仅劳动强度大,在高温、油污等恶劣环境下还存在安全隐患。我们设计的这套系统通过四个自由度(升降、收缩、回转和摆动)实现了直径300mm工作范围内的精确定位,重复定位精度达到±0.1mm。特别值得一提的是摆动机构的创新设计,通过增加一个气缸驱动的连杆机构,将原本有限的升降行程(150mm)扩展到了400mm,完美解决了深腔体工件取放难题。
2. 机械手系统设计详解
2.1 机械结构方案选型
在确定机械手构型时,我们对比了四种常见坐标形式的特性:
| 坐标类型 | 自由度配置 | 工作空间特点 | 适用场景 |
|---|---|---|---|
| 直角坐标式 | X/Y/Z线性移动 | 长方体空间 | 高精度装配作业 |
| 圆柱坐标式 | 旋转+垂直+径向移动 | 圆柱体空间 | 机床上下料(本项目选用) |
| 球坐标式 | 旋转+俯仰+径向移动 | 球体空间 | 复杂轨迹作业 |
| 关节式 | 多旋转关节 | 不规则空间 | 柔性装配线 |
最终选择圆柱坐标式主要基于三点考量:
- 车间机床布局呈放射状排列,机械手中心位置固定时,旋转运动能高效覆盖多台设备
- 工件重量在2-5kg范围,圆柱坐标的刚性结构比关节式更利于保持稳定性
- Z轴(升降)行程需求仅150mm,配合摆动机构即可满足要求,比直角坐标节省空间
2.2 关键部件设计要点
手臂回转机构:
采用蜗轮蜗杆减速电机(速比30:1)驱动回转支撑轴承,配合绝对值编码器实现±0.5°的定位精度。这里有个实用技巧:在蜗杆输入端加装磁粉制动器,断电时能立即锁止位置,防止惯性转动导致工件脱落。
伸缩臂设计:
- 外层套管:80×80mm铝合金方管,壁厚3mm
- 内层滑轨:THK SR20线性导轨,行程500mm
- 驱动方式:双作用气缸(缸径32mm)配磁耦式位移传感器
特别注意:伸缩臂的导向机构必须加装防尘罩,我们选用波纹式聚氨酯护套,有效防止金属碎屑进入导轨。
手部快速更换系统:
创新设计了气电一体化快换接口,包含:
- 4路φ4mm气动快插接头(2进2出)
- 8芯航空插头(用于真空传感器信号)
- 机械定位销(保证重复安装精度)
更换过程实测仅需30秒,比传统螺栓固定方式效率提升80%。图2-1展示了两种手部模块的细节:
3. 气动系统深度优化
3.1 气路原理与元件选型
系统气源配置经过严格计算:
- 空压机选型:根据所有气缸同时动作的耗气量(约120L/min),选用7.5kW螺杆式空压机,排气量0.8m³/min
- 储气罐容积:按公式V=Q×t/(P1-P2)计算(Q=120L/min,t=10s,ΔP=1bar),得出需要20L容量
- 关键阀件参数:
- 主调压阀:AC2000系列,带压力表,调节范围0.05-0.85MPa
- 电磁阀:4V210-08-DC24V,响应时间<15ms
- 速度控制阀:ASC200-02,带锁紧功能
图3-1的气路图中有个值得注意的细节:我们在每个气缸的排气口都加了可调式消声节流阀。这不仅能降低噪音(实测从85dB降到65dB),更重要的是通过调节排气速度,有效避免了工件放置时的弹跳问题。
3.2 常见气路故障排查
根据200小时连续运行测试,整理出典型故障处理表:
| 故障现象 | 可能原因 | 解决方法 |
|---|---|---|
| 气缸动作缓慢 | 1. 气压不足 2. 节流阀开度太小 3. 气管折弯 |
1. 检查调压阀 2. 调整节流阀 3. 整理气管走向 |
| 手部夹持力不足 | 1. 密封圈磨损 2. 供气压力波动 |
1. 更换密封件 2. 加装稳压罐 |
| 电磁阀线圈过热 | 1. 电压过高 2. 连续通电超过额定时间 |
1. 检查电源 2. 修改PLC程序减少保持时间 |
4. 控制系统实现
4.1 PLC硬件配置技巧
选用FX2N-48MR的考虑非常实际:
- 输入点预留了30%余量(实际使用15点/可用24点)
- 继电器输出可直接驱动电磁阀(负载能力2A/点)
- 扩展插槽为后续增加模拟量模块(如压力传感器输入)留出空间
接线时的经验之谈:
- 电磁阀线圈两端必须并联续流二极管(如1N4007),防止感应电动势损坏PLC输出点
- 限位开关建议选用常闭触点,这样即使线路断开也会触发保护停机
- 急停回路采用独立继电器控制总气源,不经过PLC程序确保安全
4.2 程序设计进阶技巧
在GX Developer编程时,这几个技巧能大幅提升效率:
- 使用SFC(顺序功能图)语言编写主流程,比梯形图更直观
- 对重复动作(如夹紧-松开)采用子程序调用
- 通过D寄存器设置速度参数,实现不同工位的变速控制
图5-1的流程图中有个关键优化:在"判断是否到位"环节增加了50ms的延时判断。这是因为我们发现传感器信号偶尔会抖动,连续检测3次都为真才确认到位,这样误动作率从5%降到了0.1%以下。
5. 系统调试与优化
5.1 运动参数整定
通过现场调试得出最佳参数组合:
| 动作 | 气压(MPa) | 缓冲位置(mm) | 末端保持时间(ms) |
|---|---|---|---|
| 手臂上升 | 0.4 | 10 | 200 |
| 手臂伸出 | 0.35 | 15 | 150 |
| 手腕旋转 | 0.3 | 5(角度) | 300 |
调试时发现一个有趣现象:当气压超过0.45MPa时,反而会因为冲击过大导致定位精度下降。这提醒我们不是压力越大越好,需要找到平衡点。
5.2 安全防护措施
除了常规的急停按钮和限位开关,我们还增加了三级防护:
- 机械挡块:在行程极限位置安装聚氨酯缓冲垫
- 软件限位:PLC程序中设定各轴软限位,比物理限位提前5mm
- 双手启动:装卸工位需同时按下两个按钮才允许操作
经过这些优化后,系统在三个月试运行期间实现了零故障停机,生产效率比人工操作提升40%,操作员劳动强度降低70%。这个项目让我深刻体会到,好的自动化设计不仅要考虑功能实现,更要注重人机协作的安全性和便利性。