
1. 项目概述:基于三菱PLC与组态王的供暖控制系统
最近在做一个工业供暖系统的自动化改造项目,核心是通过三菱PLC和组态王软件实现对换热器的精准控制。这个系统最让我着迷的地方在于,它完美展现了工业自动化中"硬件执行+软件监控"的经典架构模式。就像交响乐团的指挥与乐手的关系——PLC是精准执行命令的乐手,组态王则是指挥家,两者配合才能奏出完美的温度控制乐章。
系统的主要任务是通过调节阀门开度来控制热水流量,从而维持供暖区域的恒定温度。听起来简单?实际操作中要处理传感器误差、阀门响应延迟、突发故障等一堆幺蛾子。下面我就从硬件选型、控制逻辑、软件实现三个维度,拆解这个系统的技术细节。
2. 硬件架构与选型考量
2.1 三菱PLC的型号选择
我们最终选用的是三菱FX3U系列PLC,这个选择经过了多重考量:
- 数字量I/O需求:系统需要8路DI(数字输入)和6路DO(数字输出),FX3U-32MR基本型刚好满足
- 模拟量扩展:温度传感器采用PT100热电阻,通过FX3U-4AD模拟量模块采集(分辨率0.1℃)
- 通讯能力:内置RS485接口,与组态王通过Modbus RTU协议通信(波特率19200bps)
经验提示:选PLC时务必预留20%的I/O余量,我们曾经因为少算了一个急停信号导致后期被迫增加扩展模块。
2.2 执行机构配置
阀门选型是控制精度的关键:
- 电动调节阀:采用DKZ-310直行程电动执行器
- 行程时间:30秒(从全关到全开)
- 控制信号:4-20mA
- 线性度误差:≤1%FS
- 配套阀门:V型调节球阀,等百分比流量特性
- 好处:在小开度时就有较好的调节性能
3. PLC控制逻辑实现
3.1 基础梯形图编程
三菱PLC的梯形图(LAD)编程虽然看起来复古,但在逻辑控制上非常直观。以最简单的阀门开关控制为例:
ladder复制|--[ X0 ]--[ M0 ]--( Y0 )--|
这段代码的物理含义是:
- X0:现场按钮的常开触点(NO)
- M0:内部辅助继电器
- Y0:阀门开启线圈
当按下按钮(X0=ON)时,M0得电自锁,Y0持续输出直到收到关闭信号。实际项目中我们会加入更多保护逻辑:
ladder复制|--[ X1 ]--[ M1 ]--( Y1 )--|
|--[ X2 ]--[ M2 ]--( Y2 )--|
这里:
- X1:温度超高限信号
- X2:压力超高限信号
- Y1/Y2:对应的报警指示灯
3.2 PID控制算法实现
温度控制的核心是PID算法,三菱PLC内置PID指令方便我们调用:
ladder复制|--[ SPD0 ]--[PID D0 D1 D2 D3 D4]--(MOV D10 D20)--|
参数说明:
- D0:设定温度值(SV)
- D1:实际温度值(PV)
- D2:PID参数起始地址
- D3:输出值地址
- D4:控制周期(单位ms)
调试心得:
- 初始参数建议用Ziegler-Nichols法整定
- 积分时间Ti要大于温度传感器响应时间(我们系统设为60s)
- 微分作用Td不宜过大,否则会导致阀门频繁动作
4. 组态王监控系统开发
4.1 数据通信配置
组态王与PLC的通信配置是关键第一步:
- 新建设备驱动:选择"三菱FX系列(串口)"
- 设置通信参数:
- 波特率:19200
- 数据位:8
- 停止位:1
- 校验方式:偶校验
- 变量定义:
- I/O离散量:直接映射PLC的X/Y地址
- 模拟量:需进行工程量转换(如温度值=原始值×0.1)
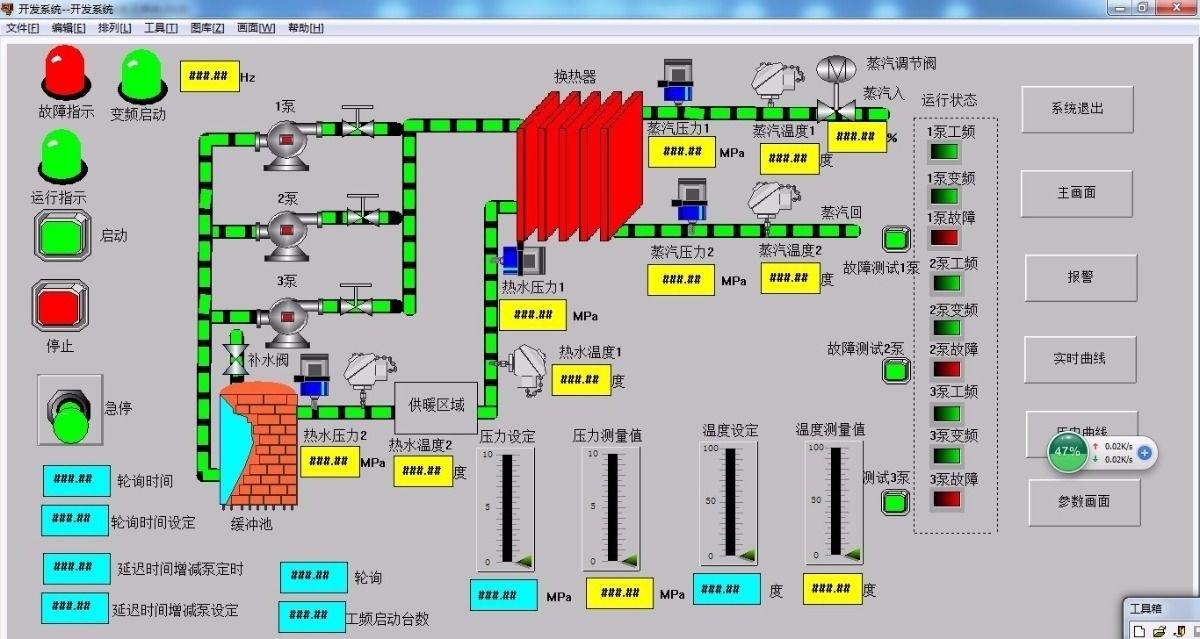
4.2 人机界面设计
好的HMI界面应该让操作员一眼掌握关键信息:
- 主监控画面:
- 实时趋势图(温度设定值/实际值曲线)
- 阀门开度百分比仪表盘
- 设备运行状态指示灯
- 参数设置画面:
- PID参数可调(需设置权限密码)
- 温度上下限设置
- 报警历史画面:
- 按时间排序的报警记录
- 支持按条件筛选
4.3 脚本程序示例
组态王的C脚本增强了系统灵活性,比如这个阀门控制函数:
c复制void UpdateValvePosition(int position)
{
// 限幅处理
if(position > 100) position = 100;
if(position < 0) position = 0;
// 死区处理(避免阀门频繁微调)
static int lastPos = 0;
if(abs(position - lastPos) < 2) return;
// 更新并发送
ValvePosition = position;
SendCommandToPLC(ValvePosition);
lastPos = position;
}
5. 系统保护机制设计
5.1 故障检测逻辑
完善的故障检测是系统稳定的保障:
- 传感器故障:通过值域判断(PT100正常范围-200~850℃)
- 通讯中断:心跳包机制(每5秒检查一次通讯状态)
- 阀门卡涩:检测开度反馈与指令的偏差(>5%持续10秒判定故障)
对应的报警处理函数:
c复制void CheckAlarm()
{
// 温度传感器故障
if (Temperature < -100 || Temperature > 900) {
SetAlarm(ALARM_TEMP_SENSOR);
EmergencyShutdown();
}
// 阀门反馈异常
if (abs(ValveCmd - ValveFeedback) > 5) {
SetAlarm(ALARM_VALVE_STUCK);
RetryCount++;
if(RetryCount > 3) EmergencyShutdown();
}
}
5.2 应急处理策略
不同级别的故障采取不同应对措施:
- 一般报警(如温度波动超限):
- 声光报警
- 自动切换PID参数
- 严重故障(如传感器失效):
- 触发联锁停机
- 阀门保持最后安全位置
- 发送短信通知维护人员
6. 调试与优化实录
6.1 现场调试步骤
我们总结的调试"三步法":
- 单体测试:
- 用信号发生器模拟温度输入
- 手动触发每个输出点验证执行机构
- 闭环测试:
- 设置阶跃响应(如设定值从20℃突变为25℃)
- 记录过渡过程曲线
- 联调测试:
- 模拟各种故障场景
- 验证保护动作的正确性
6.2 典型问题排查
遇到过最头疼的几个问题及解决方案:
| 故障现象 | 可能原因 | 解决方法 |
|---|---|---|
| 温度波动大 | PID参数不合适 | 重新整定PID,增大积分时间 |
| 阀门振荡 | 机械间隙过大 | 更换阀门或调整死区设置 |
| 通讯中断 | 线路干扰 | 改用屏蔽双绞线,加终端电阻 |
6.3 性能优化技巧
几个提升系统稳定性的小窍门:
-
在PLC程序中加入滤波算法:
ladder复制|--[MOV D100 D200]--[FILT D200 D210 K5]--|(K5表示5个周期的移动平均滤波)
-
组态王画面刷新优化:
- 关键数据实时刷新(周期500ms)
- 次要数据定时刷新(周期5s)
- 历史趋势采用异步加载
-
阀门控制加入"慢开快关"逻辑:
- 开启时每秒增加5%开度
- 关闭时立即全关(安全考虑)
这个项目让我深刻体会到,好的自动化系统既要考虑正常工况下的精确控制,更要确保异常情况下的安全处理。就像给系统装上"条件反射"——该快的时候要迅速响应,该稳的时候要镇定自若。