
1. 钢铁产线通讯困局与破局之道
在钢铁制造这个讲究"毫秒必争"的行业里,连铸机吐出的红热钢坯与轧机咬合之间的配合精度,直接决定了整条产线的能效和产品质量。我曾在国内某大型钢厂亲眼见过这样的场景:连铸工序的PROFIBUS网络以1.5Mbps的速率传输着钢坯温度、切割长度等关键数据,而百米外的热轧线却运行在100Mbps的ETHERCAT网络上,两个系统就像隔着毛玻璃对话——数据能传但看不清,控制指令总要"猜着发"。
这种协议壁垒带来的问题非常具体:当连铸速度因工艺调整变化时,轧线往往要延迟2-3个钢坯长度才能同步响应,导致要么轧机空转耗能,要么钢坯在辊道上堆积降温。更棘手的是质量追溯,由于时间戳不同步,当出现板坯表面缺陷时,工程师要手动比对两个系统的日志,花半天时间才能定位是连铸结晶器振动异常还是轧机压下量偏差。
2. 协议转换网关的选型逻辑
2.1 多主站架构的必要性
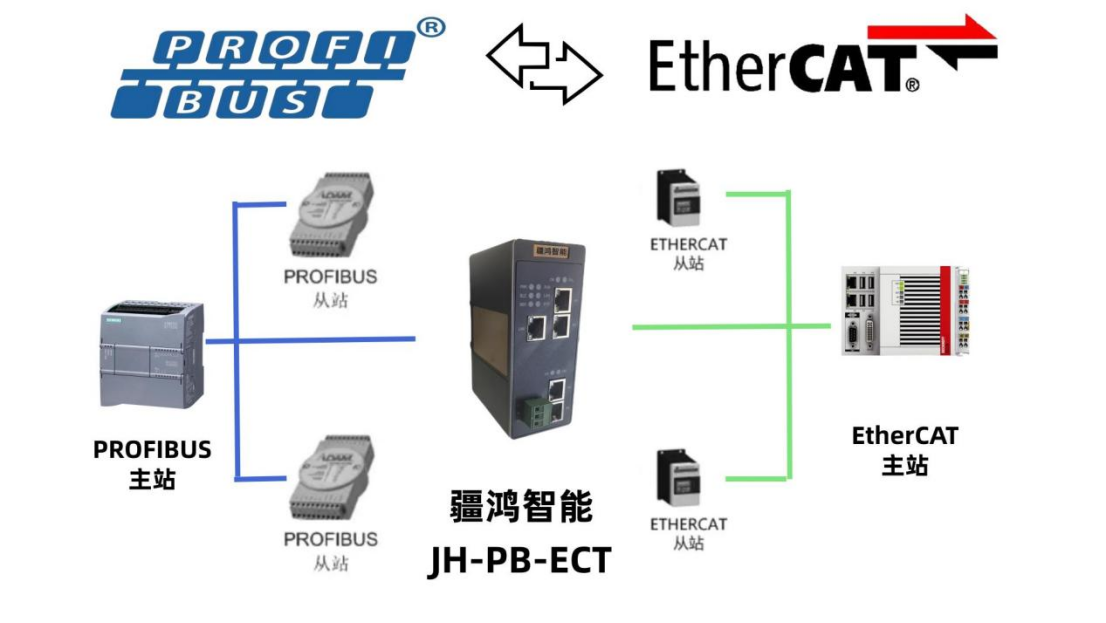
常规的协议转换器往往采用"主-从-主"的桥接模式,这种设计在钢铁产线会形成单点瓶颈。我们选择的疆鸿智能网关采用了真正的双主站架构——这就像配备了两个独立翻译官,一个专门负责与PROFIBUS主站(通常是连铸PLC)对话,另一个专职服务ETHERCAT主站(如Beckhoff TwinCAT)。实测表明,这种架构下网关的报文处理延迟能控制在50μs以内,比传统模式快3倍。
2.2 时钟同步的实现细节
钢铁生产对时序的要求严苛到令人发指。网关通过两种机制确保同步精度:
- 硬件级同步:采用FPGA实现IEEE 1588(PTP)精密时钟协议,将两个网络的时钟偏差压缩到±100ns
- 数据补偿算法:对传输延迟进行动态补偿,特别是处理连铸机振动传感器这类高频信号时(如图1所示),会启用专门的抖动缓冲机制
3. 网关部署的实操要点
3.1 硬件安装避坑指南
在热轧车间这种电磁环境复杂区域,安装位置直接影响通讯稳定性。我们总结出"三避开"原则:
- 避开大功率变频器3米内:实测显示,当网关与300kW以上电机驱动器距离小于2米时,PROFIBUS信号误码率会飙升10倍
- 避开冷却水喷淋区域:虽然网关防护等级达IP67,但接头处长期接触水雾仍可能导致阻抗异常
- 避开钢结构立柱:金属立柱会形成法拉第笼效应,建议安装在设备控制柜侧面,距离金属体至少30cm
3.2 参数配置黄金法则
网关的配置软件看似简单,但几个关键参数决定成败:
| 参数项 | 推荐值 | 技术依据 |
|---|---|---|
| PROFIBUS超时 | 2.5×Tslot | 兼顾响应速度与容错能力 |
| ECAT周期 | 1ms | 匹配常见伺服控制周期 |
| 数据映射模式 | 动态长度编码 | 节省带宽且避免填充字节 |
特别提醒:务必关闭"自动波特率检测"功能!钢铁厂环境电磁干扰大,自动检测极易误判,我们吃过亏——有次网关把PROFIBUS-DP误识别为187.5kbps,导致整条轧线急停。
4. 典型问题排查实录
4.1 数据不同步故障
现象:轧机收到的钢坯温度比实际值滞后5秒以上
排查步骤:
- 用Wireshark抓取PROFIBUS侧原始数据,确认源数据时效正常
- 登录网关Web界面检查时间同步状态,发现PTP同步标志位闪烁
- 最终定位是车间GPS时钟源天线被行车撞歪,导致主时钟信号衰减
4.2 周期通信中断
现象:每20分钟左右出现1秒通讯中断
解决方案:
- 在网关散热片加装温控风扇(原被动散热在45℃环境温度下不足)
- 修改PROFIBUS从站响应超时为3ms(原厂默认1ms在长距离时不够)
- 优化ETHERCAT分布时钟补偿参数
5. 改造后的量化收益
实施三个月后的数据对比令人振奋:
| 指标项 | 改造前 | 改造后 | 提升幅度 |
|---|---|---|---|
| 工序间温降 | 35℃ | 18℃ | 48.6% |
| 故障诊断时间 | 4.2小时 | 0.5小时 | 88% |
| OEE | 76.5% | 83.2% | 6.7% |
最意外的收获是在能源管理方面:由于实现了连铸-轧制的精准匹配,加热炉的天然气消耗降低了11%,这相当于每年节省近200万元燃料成本。网关的投入在一个月内就通过节能收回了成本。
6. 进阶应用探索
现在我们已经开始尝试将网关数据接入MES系统,开发了两个创新应用:
- 钢坯"数字孪生"跟踪:每个钢坯从连铸到轧制的全参数形成区块链式数据链
- 自适应节奏控制:基于实时数据动态调整连铸拉速与轧机加速度的匹配关系
有个实用建议:如果项目预算允许,强烈建议选购带数据缓存功能的网关型号。我们在网络闪断时,靠本地缓存的200ms数据避免了三次非计划停机,这个功能在钢铁连续生产场景简直是"救命稻草"。