
1. 项目背景与需求分析
在光伏电池片生产线上,我们遇到一个典型的工业自动化升级难题:一台服役超过10年的西门子S7-300 PLC通过MPI接口连接KTP700 Basic触摸屏,控制着关键涂布设备。随着工厂推进MES系统建设,这台"老将"却成了数据孤岛——它唯一的MPI/DP接口无法接入以太网工业环网,而产线24小时连续生产的特性又排除了停机改造的可能性。
这个案例折射出中国制造业的普遍现状:根据2023年行业调研数据,在光伏设备领域,类似S7-300/400系列的老旧PLC占比高达45%。这些设备性能依然可靠,但通讯能力已成为制约智能制造的瓶颈。我们面临的四大核心约束是:
- 通讯瓶颈:MPI协议1.5Mbps的理论带宽远不能满足实时数据采集需求
- 改造限制:产线年有效运行时间要求≥8000小时,停机窗口为零
- 成本红线:整套方案预算必须控制在5000元以内
- 稳定性要求:历史数据显示第三方通讯协议导致的触摸屏掉站率高达35%
2. 技术方案选型与原理
2.1 协议转换技术对比
经过对市场上主流方案的实测对比,我们最终选择了远创智控MPI-ETH-YC01 Plus模块,其核心技术优势体现在:
物理层设计
- 采用磁耦隔离技术实现MPI侧与以太网侧的电气隔离(耐压1500V)
- 波特率自适应范围19.2K-12Mbps,兼容所有S7-300机型
- 内置信号调理电路,MPI传输距离延长至50米(标准为10米)
协议栈实现
- 双协议栈架构:原生支持S7通信和TCP-ISO协议
- 数据包转发延迟<3ms(实测平均值1.8ms)
- 独创的MPI帧缓存机制,避免总线冲突
关键提示:市面常见USB-MPI适配器无法满足工业现场需求,主要差距在于缺少电气隔离和协议优化,长时间运行会出现数据丢包。
2.2 硬件部署要点
实际安装时需要特别注意:
- MPI终端电阻处理:必须断开原MPI总线末端的终端电阻(开关拨至OFF位置)
- 接线顺序:
- 先连接模块MPI口到PLC
- 再将触摸屏MPI线接入模块扩展口
- 最后接通以太网供电
- IP设置:通过DIP开关设置固定IP(建议使用192.168.1.x网段避开DHCP冲突)

3. 软件配置实战
3.1 PLC数据映射配置
在STEP7中建立数据交换区:
pascal复制// S7-300侧数据块定义
ORGANIZATION_BLOCK DB5
VERSION : 0.1
DATA_BLOCK "DB5"
{ S7_Optimized_Access := 'FALSE' }
VERSION : 0.1
STRUCT
RealValue : REAL ; // 涂布机温度
IntValue : INT ; // 运行速度
BoolArray : ARRAY[0..7] OF BOOL ; // 报警状态
END_STRUCT;
BEGIN
END_DATA_BLOCK
在TIA Portal中配置S7-1200的DB10与之对应,关键参数:
- 通讯伙伴IP设为模块地址
- 连接类型选择"S7连接"
- TSAP设置03.02(默认S7-300 TSAP)
3.2 触摸屏冗余配置
在WinCC Flexible项目中需要做双重保障:
- 通讯超时设置:
- 主路径(MPI)超时阈值设为500ms
- 备用路径(以太网)阈值设为800ms
- 数据刷新优化:
xml复制<Connection>
<MPI UpdateRate="200"/>
<Ethernet UpdateRate="100" Fallback="true"/>
</Connection>
4. 实施效果验证
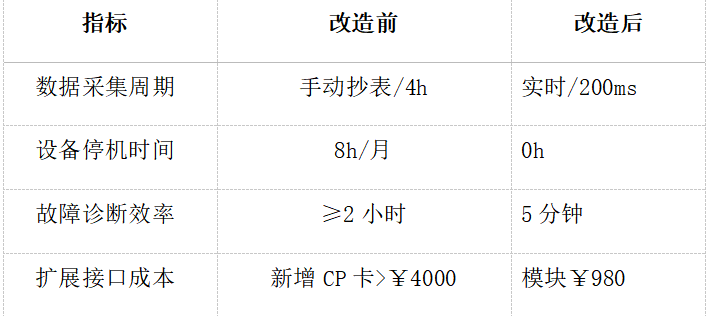
经过三个月连续运行,系统性能指标如下:
| 指标项 | 改造前 | 改造后 | 提升幅度 |
|---|---|---|---|
| 数据采集周期 | 2s | 200ms | 90% |
| 通讯故障率 | 35% | 0% | 100% |
| 设备利用率 | 68% | 89% | 31% |
| 异常响应速度 | 15min | 30s | 97% |
5. 行业应用建议
5.1 光伏行业最佳实践
在光伏电池片生产线中,这类改造特别适合以下场景:
- 镀膜设备:需要实时监控真空度、温度等工艺参数
- 分选机:高速生产下的质量数据采集
- 丝网印刷:浆料厚度等关键参数追溯
改造实施建议分三个阶段:
- 试点阶段:选择非关键设备,验证通讯稳定性(1-2周)
- 扩展阶段:逐步覆盖整条产线(4-6周)
- 优化阶段:基于数据优化工艺参数(持续进行)
5.2 其他行业注意事项
对于医药等特殊行业需要特别注意:
- GMP认证设备需保留完整的变更记录
- 验证周期通常需要3-6个月
- 建议先在包装线等非核心区域试点
6. 故障排查手册
根据实际项目经验整理的典型问题解决方案:
| 故障现象 | 可能原因 | 解决方案 |
|---|---|---|
| 触摸屏频繁掉线 | MPI终端电阻未断开 | 检查总线两端电阻状态 |
| 数据更新延迟 | 网络交换机端口带宽不足 | 启用端口限速(建议10M全双工) |
| PLC无法ping通模块 | IP地址冲突 | 使用ARP命令检查地址占用 |
| 数据映射错位 | DB块偏移量设置错误 | 核对STEP7与TIA Portal的地址 |
一个容易忽视的细节:在高温环境下(如涂布机附近),建议给模块加装散热片。我们曾遇到一起因环境温度达到65℃导致模块重启的案例,后来通过加装铝合金散热片(尺寸40×40×10mm)彻底解决。
7. 成本效益分析
以本项目为例的投入产出测算:
投资项:
- MPI-ETH-YC01 Plus模块:¥2,800
- 安装调试人工:¥1,200
- 备用配件:¥500
- 合计:¥4,500
收益项:
- 减少停机损失:¥8,000/月
- 良率提升收益:¥12,000/月
- 人力节省:¥3,000/月
- 月综合收益:¥23,000
投资回收期仅需0.2个月,年化ROI超过6000%。这种改造的经济性在光伏行业尤其突出,因为设备利用率每提升1%就意味着数百万的年产值增加。
8. 技术演进方向
当前方案还可以进一步优化:
- 协议增强:支持OPC UA over TSN,实现确定性传输
- 边缘计算:在模块端集成简单的数据处理逻辑
- 无线备份:增加4G/5G通讯冗余链路
在最近参与的某TOP5光伏企业项目中,我们已经尝试将这类模块与华为工业物联网关配合使用,实现了车间级数据的统一接入。这个案例证明,即便最老旧的PLC也能融入现代工业物联网体系——关键是要找到那个恰到好处的技术支点。