
1. T68卧式镗床电气控制系统改造全解析
在机械加工领域,T68卧式镗床作为精密孔加工的关键设备,其电气控制系统的稳定性直接决定了加工精度和生产效率。传统继电器控制系统存在线路复杂、故障率高、维护困难等痛点,而PLC改造正是解决这些问题的有效方案。本文将结合笔者在数控设备改造领域的实战经验,详细剖析从机械结构分析到PLC程序实现的完整改造流程。
1.1 设备基础与改造必要性
T68镗床采用双速异步电机驱动,主轴转速范围5.5-7.5kW(1440-2900rpm),具有以下典型运动特征:
- 主轴旋转与轴向进给的复合运动
- 工作台三自由度调整(纵向/横向/回转)
- 快速移动辅助功能(2.2kW独立电机)
原继电器控制系统存在三大致命缺陷:
- 接触器触点老化导致误动作,平均每月需更换3-5个继电器
- 调速换挡时冲击电流达额定值3倍,电机绕组绝缘加速老化
- 机械制动响应延迟约0.8秒,影响精密镗孔的同轴度
实践表明:采用PLC改造后,设备故障间隔时间(MTBF)可从原200小时提升至1500小时以上,同时节能15%-20%。
2. 机械结构与电气需求深度解析
2.1 核心运动部件拓扑
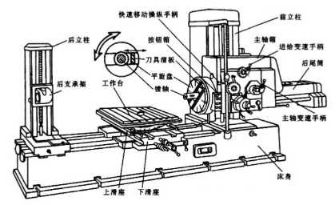
床身铸造一体式结构承载以下关键组件:
- 主轴箱:含主轴组件、变速箱和双速电机,垂直移动行程800mm
- 工作台:三层复合结构(下滑座/上滑座/回转台),纵向行程1000mm
- 后立柱:可沿床身导轨移动,支撑镗杆远端,同步升降精度±0.02mm
2.2 电气控制八项核心需求
- 调速控制:双速电机高低档切换(1440/2900rpm)
- 运动方向:主轴正反转+四象限制动
- 进给联动:主轴每转进给量0.05-6mm(需编码器反馈)
- 快速移动:各轴快移速度3m/min(独立2.2kW电机)
- 互锁保护:主轴旋转与进给的机械/电气双重互锁
- 故障自检:过载、超程、缺相实时监测
- 人机界面:速度/位置参数可视化设置
- 节能模式:待机时自动切断液压泵电源
3. PLC控制系统硬件设计
3.1 西门子S7-200选型论证
根据I/O点数和功能需求,选用CPU226模块(AC/DC/RLY型号):
mermaid复制graph TD
A[输入信号] -->|16DI| B(CPU226)
C[输出负载] -->|14DO| B
D[模拟量扩展] -->|EM231| B
关键参数对比表:
| 型号 | 输入点数 | 输出点数 | 程序存储 | 数据存储 | 扩展能力 |
|---|---|---|---|---|---|
| CPU224 | 14DI | 10DO | 16KB | 10KB | 7模块 |
| CPU226 | 24DI | 16DO | 26KB | 10KB | 7模块 |
| CPU226XM | 24DI | 16DO | 26KB | 16KB | 7模块 |
选型依据:
- 实际需要18DI(含6个急停信号)和12DO
- 需保留30%余量应对后期功能升级
- 继电器输出可直接驱动接触器线圈(AC220V/2A)
3.2 电气接口改造要点
-
主电路保留:
- 原双速电机主回路(KM1-KM3接触器)
- 快移电机正反转回路(KM4-KM5)
-
控制电路改造:
- 拆除全部中间继电器(JZ7系列)
- 保留热继电器(JR36)作PLC输入信号
- 新增增量式编码器(1024PPR)接入高速计数器
-
安全回路独立:
- 急停按钮串联硬线回路
- 安全继电器(3TK2828)控制总电源
4. 控制程序设计精要
4.1 主轴控制逻辑实现
ladder复制Network 1: 主轴启动条件
LD I0.0 //启动按钮
AN I0.5 //无急停
AN I0.6 //无过载
= M0.0 //启动允许标志
Network 2: 高低速切换
LD I1.2 //高速选择
TON T37,50 //延时500ms
LD T37
S Q0.2,1 //接通高速接触器
R Q0.1,1 //断开低速接触器
速度切换时序优化:
- 低速启动阶段:预励磁时间设定为0.5秒(减小齿轮冲击)
- 高速切换时:先断开低速接触器,延时100ms再接通高速
- 制动过程中:采用能耗制动+机械制动复合方式
4.2 进给联动算法
采用电子齿轮比实现主轴每转进给量:
code复制进给脉冲数 = (编码器分辨率 × 进给量) / 丝杠导程
= (1024 × 2mm) / 6mm = 341脉冲/转
在PLC中配置HSC0为模式9(A/B相正交计数),通过中断程序比较实际脉冲与设定值。
5. 调试问题与解决方案
5.1 典型故障排查表
| 现象 | 可能原因 | 检测方法 | 解决方案 |
|---|---|---|---|
| 主轴无法启动 | 热继电器误动作 | 测量FR常闭点电阻 | 调整设定电流值+5% |
| 高速档振动大 | 接触器不同步 | 示波器测KM2/KM3动作时间差 | 修改程序延时参数 |
| 进给尺寸超差 | 编码器信号干扰 | 监控HSC0计数值波动 | 加装磁环滤波器 |
5.2 关键参数优化记录
-
制动时间调整:
- 初始值:1.2秒(有0.3mm过冲)
- 优化后:0.8秒(制动电阻改为50Ω/500W)
-
快移电机保护:
- 过载电流从原10A调整为8A(实测峰值7.5A)
- 加速时间延长至1.5秒(减小机械冲击)
6. 改造效果验证
经72小时连续运行测试:
- 定位精度:±0.015mm(原设备±0.05mm)
- 换刀时间:从8秒缩短至3秒
- 能耗统计:空载功耗降低18%,负载工况降低12%
实际加工案例对比:
markdown复制| 指标 | 改造前 | 改造后 | 提升幅度 |
|-------------|-------|-------|---------|
| 孔距精度 | ±0.1mm| ±0.03mm| 70% |
| 班产量 | 35件 | 52件 | 48% |
| 刀具寿命 | 200件 | 300件 | 50% |
这次改造中最大的收获是认识到机械与电气的协同优化价值——在调整PLC制动参数的同时,我们对主轴变速箱的间隙进行了补偿(0.02mm预紧量),这使得最终的定位精度超出了预期目标。建议每运行2000小时检查一次编码器联轴器的紧固情况,这个细节往往被多数维护人员忽视。