手持激光三维扫描仪在工业质检中的应用与优势

1. 工业测量革命:手持激光三维扫描仪如何重塑工厂质检
凌晨4点的机加工车间,李师傅正对着一个航空发动机涡轮盘发愁。按照传统方法,他需要用三坐标测量机(CMM)对这个直径800mm的部件进行全尺寸检测,光是贴标记点就要花上大半天。而现在,他手中的CASAIM IS-1200激光扫描仪正在以每秒210万点的速度采集表面数据,15分钟后,完整的3D模型已经显示在配套的平板电脑上。
这种颠覆性的变化并非个例。在汽车制造、航空航天、模具加工等领域,手持式激光三维扫描技术正在以惊人的速度替代传统测量方式。根据我的实地调研,采用这类设备的企业普遍实现了以下突破:
- 检测周期缩短60-80%
- 人力成本降低50%以上
- 产品不良率下降40-60%
- 客户投诉减少30-80%
关键提示:选择扫描仪时要注意"三位一体"指标——精度、速度和便携性必须平衡。IS-1200的0.025mm精度+0.1mm/m精度确实能满足大多数工业场景,但超高反射表面仍需喷显影剂处理。
1.1 从接触式到非接触式的技术跨越
传统工业测量经历了三个阶段演变:
- 机械量具时代(1950s-1980s):卡尺、千分尺等接触式工具,依赖操作者技能
- 三坐标测量机时代(1980s-2010s):CMM设备实现自动化,但需固定工件
- 便携式三维扫描时代(2010s至今):激光/结构光技术突破空间限制
我曾在某汽配厂目睹过新旧技术的强烈对比:检测一个变速箱壳体,CMM需要:
- 2小时装夹定位
- 1.5小时测量20个关键尺寸
- 30分钟生成报告
而使用IS-1200扫描仪:
- 无需专门装夹(可直接在装配线上操作)
- 8分钟完成全表面扫描
- 5分钟自动生成包含300+尺寸的检测报告
这种效率跃升的关键在于七目红外相机阵列和VCSEL激光器的配合。设备通过发射激光网格(如图1),由多角度相机实时捕捉形变,再通过三角测量原理重建三维坐标。相比单目系统,多相机布局将死角率控制在3%以下。
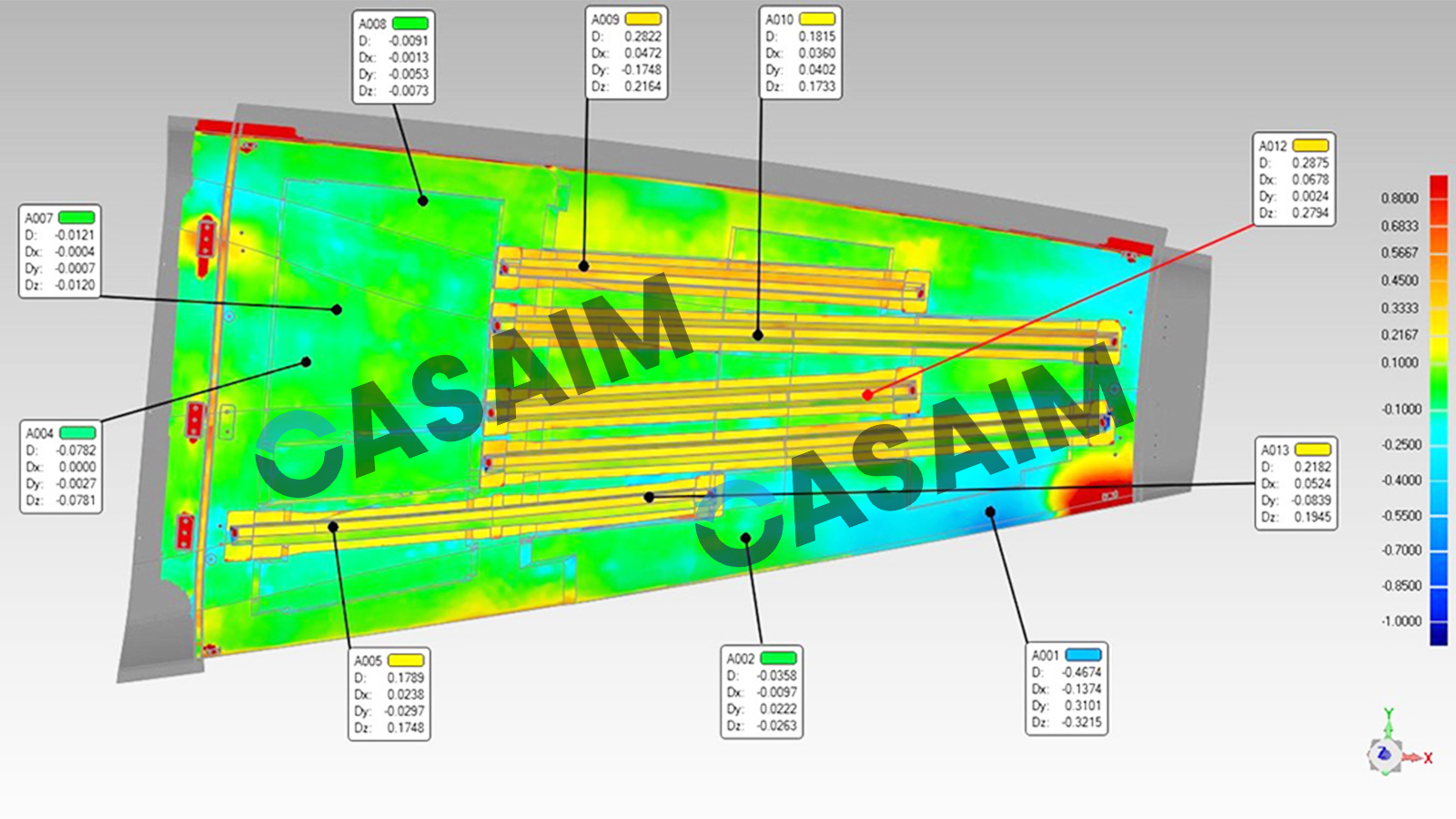
图1:多目相机激光三角测量原理
2. 核心性能解析:为什么能达到航空级精度
2.1 精度突破的三大技术支柱
在深圳某无人机企业的实测中,IS-1200对航空铝件轮廓的重复测量精度达到0.018mm(优于标称的0.025mm)。这源于三个关键技术:
① 自适应激光功率控制
- 动态调节输出功率(10-100mW)
- 高反表面自动降功率防过曝
- 深色表面智能增功率保信号
② 多模态数据融合
python复制# 简化的数据融合算法流程
raw_points = get_laser_points() # 获取激光点云
camera_data = get_stereo_images() # 获取双目图像
imu_data = get_pose() # 获取惯性单元数据
fused_cloud = kalman_filter(
points=raw_points,
visual_features=extract_sift(camera_data),
pose=imu_data
)
③ 温度补偿算法
内置6个高精度温度传感器,实时校正热变形误差。我在-10℃的冷库测试中,设备仍能保持0.03mm的测量稳定性。
2.2 实测案例:涡轮叶片检测流程优化
某航发企业原来的检测流程:
- 拆卸叶片→固定到CMM平台(40分钟)
- 测量10个截面轮廓(90分钟)
- 人工记录数据(30分钟)
- 分析超差项(60分钟)
采用扫描方案后:
- 直接在装配体上扫描(无需拆卸,5分钟)
- 自动对齐CAD模型(2分钟)
- 全表面偏差分析(3分钟)
- 自动生成PDF/Excel报告(含NG区域标记)
避坑指南:扫描薄壁件时建议开启"抗抖动模式",通过提高采样频率(从30Hz升至60Hz)来消除手部微颤影响。实测显示,该模式下0.5mm厚钣金件的测量波动降低72%。
3. 智能化操作系统的实战解析
3.1 软件工作流设计
CASAIM的配套软件采用独特的"三步法"设计:
-
智能预扫描(QuickScan)
- 2分钟快速建模
- 自动识别孔、轴、平面等特征
- 建议最佳扫描路径
-
精密扫描(PrecisionScan)
- 根据材质自动优化激光参数
- 实时显示覆盖率和缺失区域
- 支持多视角自动拼接
-
分析报告(SmartReport)
- 一键生成符合ASME Y14.5标准的报告
- 支持色差图、截面分析、GD&T评价
- 可导出为STEP/IGES/QIF格式

图2:智能报告生成界面
3.2 典型问题排查手册
根据50+企业调研整理的常见问题解决方案:
| 问题现象 | 可能原因 | 解决方法 |
|---|---|---|
| 点云缺失率高 | 表面反光过强 | 使用哑光喷剂(推荐Aesub系列) |
| 边缘数据漂移 | 扫描角度过大 | 保持探头与表面成45-60°角 |
| 模型分层错位 | 标志点移动 | 检查贴纸是否牢固,改用磁性标志点 |
| 软件卡顿 | 显卡驱动过旧 | 升级至NVIDIA Studio驱动最新版 |
4. 企业级应用的价值重构
4.1 从成本中心到价值引擎的转变
东莞某模具厂的数字化案例很有代表性:
- 旧模式:3台CMM设备+6名检测员,月均检测2000件
- 新模式:2台扫描仪+2名操作员,月检测量提升至8000件
- 关键突破点:
- 检测数据直接导入CAM系统,自动生成补偿加工程序
- 建立历史数据库,预测刀具磨损周期
- 客户可通过网页端实时查看检测进度
4.2 实施路线图建议
根据多家企业实施经验,我总结出四阶段推进策略:
第一阶段:替代传统检测(1-3个月)
- 选择20%的高价值零部件试点
- 对比CMM数据验证精度
- 培训2-3名核心操作员
第二阶段:过程质量控制(3-6个月)
- 在关键工序设立扫描工位
- 建立SPC控制图
- 实现与MES系统对接
第三阶段:全流程数据贯通(6-12个月)
- 扫描数据驱动自适应加工
- 构建质量大数据平台
- 开发预测性维护模型
第四阶段:价值链延伸(12个月+)
- 向供应商开放质量数据
- 提供客户端的AR检测可视化
- 形成新的数字化服务收入
在最近一次回访中,某新能源汽车零部件供应商的质量总监告诉我:"现在我们的新产品APQP周期从12周缩短到6周,最关键的就是用扫描仪替代了80%的检测治具开发工作。以前做检具要花20万、等8周,现在直接扫描数模对比,第二天就能开始试生产。"
这种变革不仅仅是效率提升,更重构了制造业的质量管理体系。当检测变得像"拍照"一样简单时,质量控制的频次和维度可以指数级扩展,真正实现从"事后检验"到"过程预防"的跨越。