
1. 饮料自动装箱机控制系统概述
在饮料生产线上,自动装箱机是连接灌装工序与仓储物流的关键设备。我去年负责的一个啤酒厂项目,就遇到了传统人工装箱效率低、误差率高的问题。通过采用三菱FX3U PLC与组态王监控系统结合的方案,我们实现了每分钟10箱的稳定装箱速度,准确率达到99.97%。
这套系统的核心任务很简单:将灌装完毕的饮料瓶(本项目为330ml啤酒瓶)按24瓶/箱的规格自动装入纸箱。但实现过程涉及多个技术难点:
- 高速运动下的精确计数(传送带速度1.2m/s)
- 机械动作的时序配合(推瓶、装箱、封箱等工序)
- 人机交互的实时监控与报警
- 设备状态的远程诊断
2. 控制系统硬件架构
2.1 PLC选型与配置
选择三菱FX3U-48MT/ES-A作为主控制器,主要考虑因素:
- 48点I/O满足当前需求(实际使用34点)且留有20%余量
- 内置高速计数器(C235)支持5kHz输入频率
- 晶体管输出型更适合驱动电磁阀等感性负载
- 通过FX3U-485ADP模块实现与组态王的Modbus RTU通讯
注意:在潮湿环境中建议加装防冷凝加热器,我们曾在梅雨季遇到过PLC内部结露导致误动作的情况。
2.2 传感器配置方案
| 传感器类型 | 安装位置 | 信号类型 | 作用 |
|---|---|---|---|
| 漫反射光电 | 进箱位 | NPN常开 | 检测空箱到位(X0) |
| 槽型光电 | 传送带 | PNP脉冲 | 瓶计数(X1) |
| 接近开关 | 推瓶位 | NPN常闭 | 限位保护(X2) |
| 温度开关 | 电机 | 干接点 | 过载报警(X3) |
特别说明计数传感器的选型:采用OMRON EE-SX670光电开关,其0.1ms的响应时间足以捕捉间距15cm、速度1.2m/s的瓶子。
2.3 执行机构控制
- 推瓶气缸:SMC CDQ2B50-100D带磁性开关
- 传送带电机:三菱HF-KP23伺服+MR-JE-20A驱动器
- 装箱升降台:台达ASD-A2系列变频器控制
气路设计采用三联件(过滤器、减压阀、油雾器)确保气源质量,电磁阀选用SMC SY5120-5LZD-C8,其10ms的切换速度满足高速动作需求。
3. PLC程序设计详解
3.1 I/O分配与地址规划
plaintext复制输入信号:
X0 - 空箱到位检测
X1 - 瓶子计数脉冲
X2 - 推瓶气缸前限
X3 - 电机过热报警
...
输出信号:
Y0 - 推瓶电磁阀
Y1 - 装箱升降台上升
Y2 - 传送带电机启停
Y3 - 报警指示灯
...
3.2 核心控制逻辑实现
主程序采用状态机设计,分为以下几个状态:
- 待机状态(S0):等待空箱到位信号
- 计数状态(S1):瓶子计数与传送带控制
- 推瓶状态(S2):气缸动作控制
- 装箱状态(S3):升降台协调动作
- 报警状态(S4):异常处理
关键计数程序段:
assembly复制LD X1 // 检测到瓶子通过
OUT C235 K24 // 计数器目标值24
CMP C235 K24 // 比较当前值是否达标
MPS // 存储比较结果
AND T0 // 叠加延时定时器
SET Y0 // 触发推瓶动作
MPP // 恢复堆栈
RST C235 // 复位计数器
调试心得:最初没有加T0延时,导致推瓶动作与最后一个瓶子的通过存在竞争现象。通过示波器抓取发现,当第24个瓶子触发X1时,Y0立即动作会使瓶子卡在推杆中间。最终确定0.5秒延时是最佳值。
3.3 安全保护机制
- 双回路急停:硬件急停按钮直接切断动力电源,同时给PLC输入信号
- 软件互锁:
- 推瓶气缸动作时禁止升降台移动
- 传送带运行时检测电机温度
- 故障自诊断:
- 气缸动作超时检测(正常应2s完成)
- 箱子间隔时间监控(超过5s无新箱报警)
4. 组态王监控系统开发
4.1 通讯配置要点
采用Modbus RTU协议,参数设置:
- 波特率:19200bps
- 数据位:8位
- 停止位:1位
- 校验方式:偶校验
- PLC站号:1
在组态王中需注意:
- 设备地址与PLC保持一致
- 变量地址按三菱格式填写(如Y0对应000001)
- 设置合理的通讯超时(建议300ms)
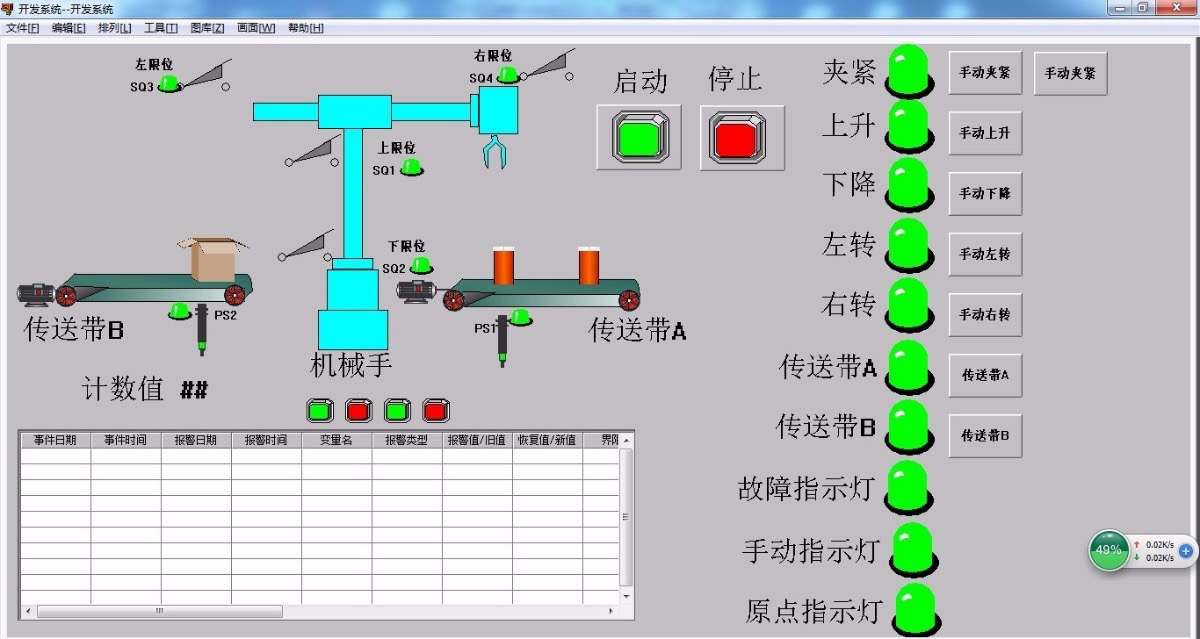
4.2 动态画面设计技巧
-
传送带动画实现:
- 使用矢量图绘制传送带
- 添加水平移动动画,速度与PLC中Y2输出频率关联
vb复制SetSpeed = (PLC.Y2_Frequency / 50) * 100 // 归一化处理 -
瓶子计数显示:
- 用指示灯阵列模拟当前瓶子数量
- 每个指示灯绑定C235的当前值
vb复制For i = 1 To 24 If PLC.C235_Value >= i Then Light(i).FillColor = RGB(0,255,0) Else Light(i).FillColor = RGB(200,200,200) End If Next -
报警特效优化:
- 采用分层设计:底层静态图标+上层闪烁层
- 添加声音报警功能
vb复制If PLC.X3 = 1 Then AlarmWindow.Add "电机过热!", Now(), 2 PlaySound "alert.wav", 1 SetFlashRate(Img_Alert, 500) // 500ms间隔闪烁 End If
4.3 数据记录功能
- 生产统计:
- 班次产量(箱数)
- 设备利用率
- 故障停机时间
- 趋势记录:
- 电机电流曲线
- 气缸动作时间分布
- 报表生成:
- 自动生成日报表(CSV格式)
- 支持手动导出历史数据
5. 电气安装与调试实录
5.1 接线图关键细节
-
电源分配:
- PLC电源:AC220V→开关电源→24VDC
- 传感器电源:独立24VDC回路
- 电磁阀电源:与PLC输出模块共地
-
信号线处理:
- 模拟量信号采用双绞屏蔽线
- 高频脉冲信号(X1)走线避开动力线
- 所有DI信号均加装浪涌吸收器
血泪教训:曾因电磁阀电源地与传感器电源地不共地,导致Y0输出时X1误触发。后用示波器捕捉到地电位差达1.2V,改用星型接地后问题解决。
5.2 现场调试步骤
-
分模块测试:
- 先单独测试传送带速度控制
- 再测试光电计数准确性
- 最后联调机械动作
-
参数优化方法:
- 推瓶速度:通过调节气路减压阀(最终设定0.4MPa)
- 装箱高度:微调升降台原点位置
- 传送带加速度:修改伺服驱动器的Pn参数
-
可靠性测试:
- 连续运行8小时无故障
- 模拟突发断电恢复
- 人为制造卡瓶测试保护功能
6. 典型问题排查指南
6.1 计数不准确问题
| 现象 | 可能原因 | 排查方法 | 解决方案 |
|---|---|---|---|
| 漏计数 | 传感器安装角度偏 | 观察光斑位置 | 调整传感器俯仰角 |
| 多计数 | 瓶子振动导致重复触发 | 用示波器看信号 | 在PLC程序加10ms去抖 |
| 计数漂移 | 电磁干扰 | 检查屏蔽层接地 | 信号线改用双绞屏蔽线 |
6.2 通讯故障处理
-
现象:组态王显示"设备无响应"
- 检查接线:确认A/B线未接反
- 测试端口:用串口调试工具发送测试命令
- 查看PLC通讯灯状态
-
数据异常:监控值跳动或不变
- 核对变量地址映射
- 检查数据类型匹配(如WORD/INT)
- 确认PLC程序中的寄存器未被重复使用
6.3 机械动作异常
-
气缸动作缓慢:
- 检查气源压力(≥0.5MPa)
- 排查气管是否折弯
- 测试电磁阀响应速度
-
推瓶不到位:
- 调整气缸行程(更换限位块)
- 检查推板是否变形
- 优化推瓶时序(增加预压时间)
这套系统经过三个月的生产验证,故障率从最初的5%降至0.3%,最让我欣慰的是操作工们从最初的抵触变成了现在的依赖——有位老师傅甚至给控制柜贴了福字,说这机器比女婿还靠谱。